Rigid Tapping Help
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
29 Jul 2018 01:29 #115042
by andypugh
Replied by andypugh on topic Rigid Tapping Help
What is the display showing, though? Is it connected to the encoder or to the command, in HAL?
If nothing else it sounds like you need to add this HAL component:
linuxcnc.org/docs/2.7/html/man/man9/gearchange.9.html
Which I think was designed for a Bridgeport.
Before assuming that the system isn't working I think it is worth putting a halmeter on the encoder velocity just in case. (I agree this is looking unlikely now)
If nothing else it sounds like you need to add this HAL component:
linuxcnc.org/docs/2.7/html/man/man9/gearchange.9.html
Which I think was designed for a Bridgeport.
Before assuming that the system isn't working I think it is worth putting a halmeter on the encoder velocity just in case. (I agree this is looking unlikely now)
Please Log in or Create an account to join the conversation.
- OT-CNC
- Offline
- Platinum Member
-

Less
More
- Posts: 617
- Thank you received: 75
29 Jul 2018 16:50 - 29 Jul 2018 16:52 #115064
by OT-CNC
Replied by OT-CNC on topic Rigid Tapping Help
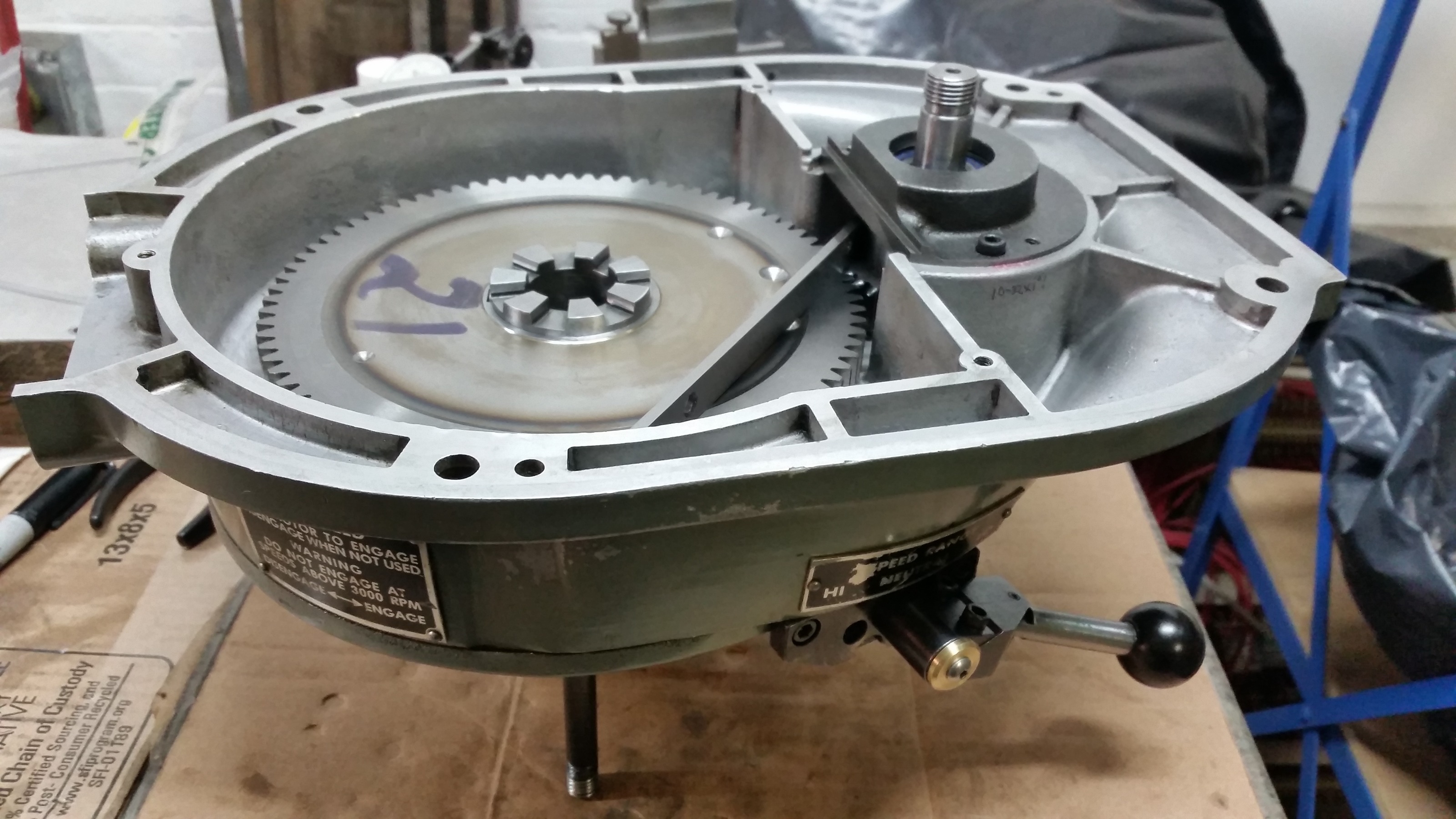
On the Bridgeports the upper shaft (where the vari-disc goes) will separate from the lower which is connected to the high/lo back gear. The lower hub is splined and drives the spindle. I recently tore the head apart on my machine to do some service and to add an encoder. I found there is really no practical way to fit one inside directly mounted to the splined gear hub as the hub moves up and down. I added the encoder to the top like on the OP's machine. I use KS tooling and don't have a draw bar.
NCpatrol's machine is different than my standard knee mill but I bet the backgear mechanism is similar. His has the annoying varidiscs replaced with a fixed pulley. We just have to figure out the lower gear ratio. I failed to count the gears on mine and have not yet configured that correctly for back gear. I'll have another look. In the mean time, if anyone knows the back gear ratio please post. Thanks!
Andy, thanks for posting the gear change link. I have been meaning to add that to my mill.

NCpatrol's machine is different than my standard knee mill but I bet the backgear mechanism is similar. His has the annoying varidiscs replaced with a fixed pulley. We just have to figure out the lower gear ratio. I failed to count the gears on mine and have not yet configured that correctly for back gear. I'll have another look. In the mean time, if anyone knows the back gear ratio please post. Thanks!
Andy, thanks for posting the gear change link. I have been meaning to add that to my mill.
Last edit: 29 Jul 2018 16:52 by OT-CNC. Reason: format
Please Log in or Create an account to join the conversation.
- NCPatrol
- Offline
- Senior Member
-

Less
More
- Posts: 77
- Thank you received: 1
29 Jul 2018 17:11 #115065
by NCPatrol
Replied by NCPatrol on topic Rigid Tapping Help
What is the display showing, though? Is it connected to the encoder or to the command, in HAL?
If nothing else it sounds like you need to add this HAL component:
linuxcnc.org/docs/2.7/html/man/man9/gearchange.9.html
Which I think was designed for a Bridgeport.
Before assuming that the system isn't working I think it is worth putting a halmeter on the encoder velocity just in case. (I agree this is looking unWhat is the display showing, though? Is it connected to the encoder or to the command, in HAL?
If nothing else it sounds like you need to add this HAL component:
linuxcnc.org/docs/2.7/html/man/man9/gearchange.9.html
Which I think was designed for a Bridgeport.
Before assuming that the system isn't working I think it is worth putting a halmeter on the encoder velocity just in case. (I agree this is looking unlikely now)
I still have way too much to learn about how this thing is setup and everything is configured. I posted my HAL file on the first page - does that give you the info needed to determine?
"Is it connected to the encoder or to the command, in HAL?" - not entirely sure what you mean by this? Are you asking if the displayed RPM comes from the encoder or is it the speed that the software is telling it to spin? If that's the question, I believe it's the former - the RPM varies with load and I can turn the spindle by hand and it displays rpm.
In a stunning twist of events, my VFD just decided to vent its smoke and I don't have any spare smoke on the shelf so it looks like I'm gonna be down for a few days until I can get a replacement.
Please Log in or Create an account to join the conversation.
- NCPatrol
- Offline
- Senior Member
-
Less
More
- Posts: 77
- Thank you received: 1
29 Jul 2018 17:16 #115066
by NCPatrol
That pretty much falls in line with the other info I've found. I do have the original manual for my machine. I need to scour it and see if the ratio is listed in there. I do know there is some variance in ratios between different generations and styles of bridgeports.
Another question I have - isn't index only used for multi-pass tapping? Is it really needed for tapping on a milling machine? If I didn't care about that, could I get away with dividing the encoder by whatever ratio my back gear is?
Replied by NCPatrol on topic Rigid Tapping Help
On the Bridgeports the upper shaft (where the vari-disc goes) will separate from the lower which is connected to the high/lo back gear. The lower hub is splined and drives the spindle. I recently tore the head apart on my machine to do some service and to add an encoder. I found there is really no practical way to fit one inside directly mounted to the splined gear hub as the hub moves up and down. I added the encoder to the top like on the OP's machine. I use KS tooling and don't have a draw bar.
NCpatrol's machine is different than my standard knee mill but I bet the backgear mechanism is similar. His has the annoying varidiscs replaced with a fixed pulley. We just have to figure out the lower gear ratio. I failed to count the gears on mine and have not yet configured that correctly for back gear. I'll have another look. In the mean time, if anyone knows the back gear ratio please post. Thanks!
Andy, thanks for posting the gear change link. I have been meaning to add that to my mill.
That pretty much falls in line with the other info I've found. I do have the original manual for my machine. I need to scour it and see if the ratio is listed in there. I do know there is some variance in ratios between different generations and styles of bridgeports.
Another question I have - isn't index only used for multi-pass tapping? Is it really needed for tapping on a milling machine? If I didn't care about that, could I get away with dividing the encoder by whatever ratio my back gear is?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
29 Jul 2018 17:51 #115068
by andypugh
If you are sure that you will never want to peck-tap then you probably can get away with it, yes.
Replied by andypugh on topic Rigid Tapping Help
Another question I have - isn't index only used for multi-pass tapping? Is it really needed for tapping on a milling machine? If I didn't care about that, could I get away with dividing the encoder by whatever ratio my back gear is?
If you are sure that you will never want to peck-tap then you probably can get away with it, yes.
Please Log in or Create an account to join the conversation.
- OT-CNC
- Offline
- Platinum Member
-
Less
More
- Posts: 617
- Thank you received: 75
29 Jul 2018 18:48 #115069
by OT-CNC
Andy, there isn't currently a peck tap cycle correct? You just repeat the 33.1 code with different z depths?
Also, if using a tension only tapping head, is there a way to feed in at say 95% and retract at 100% of the pitch? I don't see anything in the docs about that.
Also, in the G code, do we need to call out anything before the g33.1 such as getting out of CSS in lathe mode or setting it to back to ipm mode etc before or after the 33.1? Or does that stay modal? Last, how does the motion planner affect threading? Do we need to get to exact path mode or does G64 path blending not affect rigid tapping? So far I have done it on my lathe but would like to know if I need to call out any important codes before or after 33.1.
Replied by OT-CNC on topic Rigid Tapping Help
If you are sure that you will never want to peck-tap then you probably can get away with it, yes.Andy, there isn't currently a peck tap cycle correct? You just repeat the 33.1 code with different z depths?
Also, if using a tension only tapping head, is there a way to feed in at say 95% and retract at 100% of the pitch? I don't see anything in the docs about that.
Also, in the G code, do we need to call out anything before the g33.1 such as getting out of CSS in lathe mode or setting it to back to ipm mode etc before or after the 33.1? Or does that stay modal? Last, how does the motion planner affect threading? Do we need to get to exact path mode or does G64 path blending not affect rigid tapping? So far I have done it on my lathe but would like to know if I need to call out any important codes before or after 33.1.
Please Log in or Create an account to join the conversation.
- NCPatrol
- Offline
- Senior Member
-
Less
More
- Posts: 77
- Thank you received: 1
29 Jul 2018 20:32 - 29 Jul 2018 20:34 #115074
by NCPatrol
I mean, it would be nice to have the option, but I don't know how far I'm willing to go to be able to do it. Really, just chip-breaking would probably be fine, though I haven't explored what the tapping cycle options are beyond what Fusion generates for me.
Seems like the only other option is to do a gear encoder as shown on pico-systems' site , which still would be pretty challenging given the way the gear moves on my 2j head.
I'm going to poke around a little more and see if there's anywhere else where I could get just an index signal. Possibly something like a hall effect sensor lower down the spindle.
Replied by NCPatrol on topic Rigid Tapping Help
Another question I have - isn't index only used for multi-pass tapping? Is it really needed for tapping on a milling machine? If I didn't care about that, could I get away with dividing the encoder by whatever ratio my back gear is?
If you are sure that you will never want to peck-tap then you probably can get away with it, yes.
I mean, it would be nice to have the option, but I don't know how far I'm willing to go to be able to do it. Really, just chip-breaking would probably be fine, though I haven't explored what the tapping cycle options are beyond what Fusion generates for me.
Seems like the only other option is to do a gear encoder as shown on pico-systems' site , which still would be pretty challenging given the way the gear moves on my 2j head.
I'm going to poke around a little more and see if there's anywhere else where I could get just an index signal. Possibly something like a hall effect sensor lower down the spindle.
Last edit: 29 Jul 2018 20:34 by NCPatrol.
Please Log in or Create an account to join the conversation.
- OT-CNC
- Offline
- Platinum Member
-
Less
More
- Posts: 617
- Thank you received: 75
30 Jul 2018 00:25 #115098
by OT-CNC
Replied by OT-CNC on topic Rigid Tapping Help
I would assume that the index gets scaled. Is that correct Andy?
gearchange.N.scale2 float rw (default: 1.0)
If it is, then we don't need to change the encoder or the index location.
I think what Pico did was clever but not an easy task. You really don't want to open the gear box unless you're changing the bearings. That thing is packed with grease and no fun to clean and re-pack. The gear travels up/down so I'm not sure if he's able to read the signals in both positions? .
gearchange.N.scale2 float rw (default: 1.0)
If it is, then we don't need to change the encoder or the index location.
I think what Pico did was clever but not an easy task. You really don't want to open the gear box unless you're changing the bearings. That thing is packed with grease and no fun to clean and re-pack. The gear travels up/down so I'm not sure if he's able to read the signals in both positions? .
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19876
- Thank you received: 4642
30 Jul 2018 09:03 #115109
by andypugh
Replied by andypugh on topic Rigid Tapping Help
The gearchange component, as far as I know, doesn't do anything at all with the encoder signals. It is purely about scaling the speed request to the VFD.
Please Log in or Create an account to join the conversation.
- OT-CNC
- Offline
- Platinum Member
-
Less
More
- Posts: 617
- Thank you received: 75
30 Jul 2018 14:50 #115143
by OT-CNC
Replied by OT-CNC on topic Rigid Tapping Help
How about scaling the encoder? Is there anything I need to be aware of in using the scale component for this application, scaling index?
linuxcnc.org/docs/html/man/man9/scale.9.html
Andy, I'm re-posting my question on 33.1 as I'm still looking for clarification:
Andy, there isn't currently a peck tap cycle correct? You just repeat the 33.1 code with different z depths?
Also, if using a tension only tapping head, is there a way to feed in at say 95% and retract at 100% of the pitch? I don't see anything in the docs about that.
Also, in the G code, do we need to call out anything before the g33.1 such as getting out of CSS in lathe mode or setting it to back to ipm mode etc before or after the 33.1? Or does that stay modal? Last, how does the motion planner affect threading? Do we need to get to exact path mode or does G64 path blending not affect rigid tapping? So far I have done it on my lathe but would like to know if I need to call out any important codes before or after 33.1.
Thank you
linuxcnc.org/docs/html/man/man9/scale.9.html
Andy, I'm re-posting my question on 33.1 as I'm still looking for clarification:
Andy, there isn't currently a peck tap cycle correct? You just repeat the 33.1 code with different z depths?
Also, if using a tension only tapping head, is there a way to feed in at say 95% and retract at 100% of the pitch? I don't see anything in the docs about that.
Also, in the G code, do we need to call out anything before the g33.1 such as getting out of CSS in lathe mode or setting it to back to ipm mode etc before or after the 33.1? Or does that stay modal? Last, how does the motion planner affect threading? Do we need to get to exact path mode or does G64 path blending not affect rigid tapping? So far I have done it on my lathe but would like to know if I need to call out any important codes before or after 33.1.
Thank you
Please Log in or Create an account to join the conversation.
Time to create page: 0.363 seconds