Rigid Tapping Help
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19876
- Thank you received: 4642
30 Jul 2018 15:19 #115144
by andypugh
You can do this with a scale component fed from a mux2 component switched by gear position.
Or, possibly, by using a mux2 to set the encoder.scale to two different numbers.
It might be possible to use gearchange rather than mux2 for this, I don't know if that would be advantageous.
You can't scale the index. It isn't worth trying.
Replied by andypugh on topic Rigid Tapping Help
You would need to scale the input to motion.spindle-revs. That should be all that is needed.How about scaling the encoder? Is there anything I need to be aware of in using the scale component for this application, scaling index?
You can do this with a scale component fed from a mux2 component switched by gear position.
Or, possibly, by using a mux2 to set the encoder.scale to two different numbers.
It might be possible to use gearchange rather than mux2 for this, I don't know if that would be advantageous.
You can't scale the index. It isn't worth trying.
Yes, that is correct.Andy, there isn't currently a peck tap cycle correct? You just repeat the 33.1 code with different z depths?
Not as far as I know.does G64 path blending not affect rigid tapping?
Please Log in or Create an account to join the conversation.
- Mike_Eitel
-

- Offline
- Platinum Member
-

Less
More
- Posts: 1052
- Thank you received: 183
30 Jul 2018 17:00 - 30 Jul 2018 17:02 #115153
by Mike_Eitel
Replied by Mike_Eitel on topic Rigid Tapping Help
M5C
When U use a encoder plus a comp element and use as input your real encoder index signal than you should be able to uses encoder.index-enable as simulated/divided index puls...
The Idea ist similar to TTL using counter with Reset as a divided..
Or easier do it in a small comp.
Mike
When U use a encoder plus a comp element and use as input your real encoder index signal than you should be able to uses encoder.index-enable as simulated/divided index puls...
The Idea ist similar to TTL using counter with Reset as a divided..
Or easier do it in a small comp.
Mike
Last edit: 30 Jul 2018 17:02 by Mike_Eitel.
Please Log in or Create an account to join the conversation.
- verticalperformance
-

- Offline
- Senior Member
-

Less
More
- Posts: 55
- Thank you received: 11
26 Aug 2018 11:15 #116601
by verticalperformance
Replied by verticalperformance on topic Rigid Tapping Help
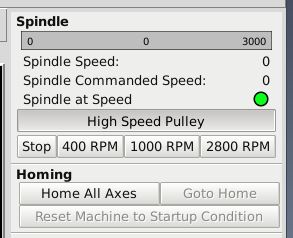
I've used the gearchange function with a sherline mill with a two speed pulley. the "gearchange" is affected manually by a glade UI button (High Speed Pulley in screen grab), but I see no reason why that would not work with a physical sensor that detects which pulley the belt is on. (or gearbox setting etc)
As the encoder is directly on the spindle shaft, all the gearchange is doing on the sherline is scaling the speed bar graph in the GUI, but it is a reasonable example of what the function does.
Few fragments of code (hopefully not missing anything important), the HAL files get their scaling parameters from the .ini file BTW and a screen grab of the relevant bit of the axis GUI
.ini file fragment
Spindle.hal
sherline-mill-gVCP.hal
And the python handler
As the encoder is directly on the spindle shaft, all the gearchange is doing on the sherline is scaling the speed bar graph in the GUI, but it is a reasonable example of what the function does.
Few fragments of code (hopefully not missing anything important), the HAL files get their scaling parameters from the .ini file BTW and a screen grab of the relevant bit of the axis GUI
.ini file fragment
###############################################################################
# Spindle Control section
###############################################################################
[SPINDLE]
# High Gear
MAX_RPM_HIGH = 3000
GEAR_RATIO = 2
# Low Gear
SCALE_LOW = 1650
OFFSET_LOW = 0.035
MAX_RPM_LOW = 1500
# Spindle at Speed tolerance (RPM)
TOLERANCE = 200
# Preset Speeds for GUI
S1 = 400
S2 = 1000
S3 = 2800
###############################################################################
# Hardware Abstraction Layer section
###############################################################################
[HAL]
# The run script first uses halcmd to execute any HALFILE
# files, and then to execute any individual HALCMD commands.
#
# list of hal config files to run through halcmd
#+ files are executed in the order in which they appear
HALFILE = stepper_xyza.hal
HALFILE = standard_pinout.hal
HALFILE = Spindle.hal
HALFILE = manualtoolchange.hal
POSTGUI_HALFILE = sherline-mill-gVCP.hal
Spindle.hal
# Spindle Control File
loadrt abs count=1
loadrt pwmgen output_type=0
# spindle speed feedback
loadrt encoder num_chan=1
loadrt lowpass count=1
loadrt mult2 count=1
loadrt near
loadrt gearchange
# base thread
addf pwmgen.make-pulses base-thread
addf encoder.update-counters base-thread
#servo thread
addf pwmgen.update servo-thread
addf abs.0 servo-thread
addf encoder.capture-position servo-thread
addf lowpass.0 servo-thread
addf near.0 servo-thread
addf mult2.0 servo-thread
addf gearchange.0 servo-thread
#Spindle Control
net spindle-enable <= motion.spindle-on => pwmgen.0.enable
net spindle-cmd <= motion.spindle-speed-out => gearchange.0.speed-in
net spindle-cmd-scaled <= gearchange.0.speed-out => pwmgen.0.value
net spindle-pwm <= pwmgen.0.pwm
#Spindle Speed Scaling
setp pwmgen.0.pwm-freq 5
setp gearchange.0.min1 0
setp gearchange.0.max1 [SPINDLE]MAX_RPM_LOW
setp gearchange.0.min2 0
setp gearchange.0.max2 [SPINDLE]MAX_RPM_HIGH
setp gearchange.0.scale2 [SPINDLE]GEAR_RATIO
setp pwmgen.0.scale [SPINDLE]SCALE_LOW #low gear
setp pwmgen.0.offset [SPINDLE]OFFSET_LOW #low gear
setp pwmgen.0.dither-pwm true
#Spindle Feedback
setp encoder.0.position-scale 6.000000
setp encoder.0.counter-mode 1
# report our revolution count to the motion controller
net spindle-position encoder.0.position => motion.spindle-revs
net spindle-velocity encoder.0.velocity => motion.spindle-speed-in
net spindle-phase-a encoder.0.phase-A
setp lowpass.0.gain 0.01
net spindle-velocity => lowpass.0.in
net spindle-fb-filtered <= lowpass.0.out
net spindle-fb-filtered mult2.0.in1
net spindle-fb-rpm mult2.0.out
setp mult2.0.in0 60
# Test for spindle at speed
net spindle-cmd near.0.in1
net spindle-fb-rpm near.0.in2
net spindle-at-speed motion.spindle-at-speed <= near.0.out
setp near.0.difference [SPINDLE]TOLERANCE #If within 100 RPM
#Connect to physical pins
setp parport.0.pin-01-out-invert 1
net spindle-pwm => parport.0.pin-01-out
setp parport.0.pin-17-out-invert 1
net spindle-enable => parport.0.pin-17-out
net spindle-phase-a <= parport.0.pin-15-in-not
sherline-mill-gVCP.hal
# create a 'estop-is-deactivated' signal
loadrt not count=3 #names=not.0,not.1
addf not.0 servo-thread
addf not.1 servo-thread
addf not.2 servo-thread
net estop halui.estop.is-activated => not.0.in
# and activate the settings box when estop is off
#net estop-inactive not.0.out => gladevcp.settings
# activate the spindle HAL table and all its children when the machine is on
net machine-on halui.machine.is-on => gladevcp.spindle => gladevcp.pulley
net machine-on => gladevcp.preset-speeds
# **** Setup of spindle speed display using glade -START ****
# **** Use ACTUAL spindle velocity from spindle encoder
# **** spindle-velocity is signed so we use absolute component to remove sign
net spindle-fb-rpm => abs.0.in
net spindle-fb-abs-rpm abs.0.out => gladevcp.spindle-rpm-hbar
net spindle-fb-abs-rpm => gladevcp.spindle-speed
net spindle-cmd => gladevcp.spindle-commanded-speed
# **** set up spindle at speed indicator ****
net spindle-at-speed => gladevcp.spindle-at-speed-led
# Link the gearchange to the pulley button
net gearchange-cmd <= gladevcp.high_speed_pulley => gearchange.0.sel
And the python handler
import os,sys
from gladevcp.persistence import IniFile,widget_defaults,set_debug,select_widgets
import hal
import hal_glib
import gtk
import glib
import linuxcnc
import time
debug = 1
c = linuxcnc.command()
s = linuxcnc.stat()
config_ini_file = linuxcnc.ini(os.getenv("INI_FILE_NAME"))
axes = int(config_ini_file.find("TRAJ", "AXES") or 0)
def all_axes_homed():
print "axes: %i" % axes
axes_home= s.homed
print axes_home
print axes_home.count(1)
if axes_home.count(1) == axes:
print ("All axes homed")
return 1
else:
print ("At least one axes is not homed")
return 0
def ok_for_mdi():
s.poll()
print ("OK for MDI Mode")
print ("estop: %i" % s.estop)
print ("enabled: %i" % s.enabled)
print ("interp_state: %i" % s.interp_state)
return not s.estop and s.enabled and all_axes_homed() and (s.interp_state == linuxcnc.INTERP_IDLE)
def ok_for_manual():
s.poll()
print ("OK for Manual Mode")
print ("estop: %i" % s.estop)
print ("enabled: %i" % s.enabled)
print ("interp_state: %i" % s.interp_state)
print ("task_mode: %i" % s.task_mode)
return not s.estop and s.enabled and (s.interp_state == linuxcnc.INTERP_IDLE) and (s.task_mode <> linuxcnc.MODE_AUTO)
class HandlerClass:
'''
class with gladevcp callback handlers
'''
S1 = 0
S2 = 0
S3 = 0
def on_pulley_toggled(self,widget,data=None):
if widget.get_active():
self.builder.get_object('spindle-rpm-hbar').max = float(self.max_speed_high_gear)
else:
self.builder.get_object('spindle-rpm-hbar').max = float(self.max_speed_low_gear)
self.builder.get_object('spindle-rpm-hbar').queue_draw()
self.spindle_rpm_hbar_max = self.builder.get_object('spindle-rpm-hbar').max
print "Toggle Pulley"
def on_stop_clicked(self,widget,data=None):
c.spindle(0)
print "Stop Clicked"
def on_s1_clicked(self,widget,data=None):
if ok_for_mdi():
c.mode(linuxcnc.MODE_MDI)
c.wait_complete() # wait until mode switch executed
c.mdi("M3 S%d" % self.S1)
print "S1: M3 S%d" % self.S1
def on_s2_clicked(self,widget,data=None):
if ok_for_mdi():
c.mode(linuxcnc.MODE_MDI)
c.wait_complete() # wait until mode switch executed
c.mdi("M3 S%d" % self.S2)
print "S2: M3 S%d" % self.S2
def on_s3_clicked(self,widget,data=None):
if ok_for_mdi():
c.mode(linuxcnc.MODE_MDI)
c.wait_complete() # wait until mode switch executed
c.mdi("M3 S%d" % self.S3)
print "S3: M3 S%d" % self.S3
def on_destroy(self,obj,data=None):
self.ini.save_state(self)
def __init__(self, halcomp,builder,useropts):
'''
Handler classes are instantiated in the following state:
- the widget tree is created, but not yet realized (no toplevel window.show() executed yet)
- the halcomp HAL component is set up and the widhget tree's HAL pins have already been added to it
- it is safe to add more hal pins because halcomp.ready() has not yet been called at this point.
after all handlers are instantiated in command line and get_handlers() order, callbacks will be
connected with connect_signals()/signal_autoconnect()
The builder may be either of libglade or GtkBuilder type depending on the glade file format.
'''
self.halcomp = halcomp
self.builder = builder
self.useropts = useropts
self.max_speed_high_gear = float(config_ini_file.find("SPINDLE", "MAX_RPM_HIGH") or 0.0)
self.max_speed_low_gear = float(config_ini_file.find("SPINDLE", "MAX_RPM_LOW") or 0.0)
self.S1 = float(config_ini_file.find("SPINDLE", "S1") or 100.0)
self.S2 = float(config_ini_file.find("SPINDLE", "S2") or 1000.0)
self.S3 = float(config_ini_file.find("SPINDLE", "S3") or 2800.0)
spindle_S1=self.builder.get_object('hal_spindle_s1')
spindle_S2=self.builder.get_object('hal_spindle_s2')
spindle_S3=self.builder.get_object('hal_spindle_s3')
spindle_S1.set_label("%d RPM" % self.S1)
spindle_S2.set_label("%d RPM" % self.S2)
spindle_S3.set_label("%d RPM" % self.S3)
print "High Gear: %d" % self.max_speed_high_gear
print "Low Gear: %d" % self.max_speed_low_gear
self.defaults = {
IniFile.vars : { 'spindle_rpm_hbar_max' : self.max_speed_high_gear},
IniFile.widgets: widget_defaults(select_widgets(self.builder.get_objects(), hal_only=True,output_only = True))
}
self.ini_filename = __name__ + ".ini"
print "Ini File Name: %s" % self.ini_filename
self.ini = IniFile(self.ini_filename,self.defaults,self.builder)
self.ini.restore_state(self)
self.builder.get_object('spindle-rpm-hbar').max= float(self.spindle_rpm_hbar_max)
self.builder.get_object('spindle-rpm-hbar').queue_draw()
def get_handlers(halcomp,builder,useropts):
'''
this function is called by gladevcp at import time (when this module is passed with '-u <modname>.py')
return a list of object instances whose methods should be connected as callback handlers
any method whose name does not begin with an underscore ('_') is a callback candidate
the 'get_handlers' name is reserved - gladevcp expects it, so do not change
'''
return [HandlerClass(halcomp,builder,useropts)]
The following user(s) said Thank You: OT-CNC
Please Log in or Create an account to join the conversation.
- gmarconi2
- Offline
- Junior Member
-

Less
More
- Posts: 36
- Thank you received: 5
22 Mar 2019 20:00 #129283
by gmarconi2
Replied by gmarconi2 on topic Rigid Tapping Help
I happened by chance here, but the error is a comma instead of the point in the first post N445 line
instead of G43 Z0.6 H2 changes to G43 Z0.6 H2
Hi gmarconi2
instead of G43 Z0.6 H2 changes to G43 Z0.6 H2
Hi gmarconi2
The following user(s) said Thank You: OT-CNC
Please Log in or Create an account to join the conversation.
Time to create page: 0.251 seconds