Set the home pos.
- Rørbæk
- Offline
- Senior Member
-

- Posts: 53
- Thank you received: 7
?????? i am pussled
Henrik
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21738
- Thank you received: 7428
Please Log in or Create an account to join the conversation.
- Rørbæk
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 7
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
- Posts: 21738
- Thank you received: 7428
press and hold shift and press number 4, look at the DRO it should change from X Y Z to 1. 2. 3.
when you get the numbers there, trigger manually one of the switches and check in front of those numbers where it shows an arrow.
I have seen plenty of homing errors, but never like yours, that is why i think they are triggering wrong joints.
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4754
- Thank you received: 2134
" end of move in home state 7 "I must admit that I am puzzled by that error, I have never seen that and there seems to be very little information about it. I have the feeling that something basic is wrong with this setup.
[edit]
maybe tell us a bit more about this machine. What kind of motor drivers? What kind of motors? How do the motors drive the axis (Belts or gears)? I notice you have the scale set to 80 in your INI:
SCALE = 80.0Please Log in or Create an account to join the conversation.
- Rørbæk
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 7
Tommylight. I dont know what Axis GUI means.
I have yesterday moved the Axis and compaired with the hardstops and they macth.
When i first had the machine running and trayd to home the Z axis was moving since then i have installed the hardstops ( microswitches ) and added the lines Aciera suggested.
Aciera
The cnc mashin is a 6040cnc from china. There is no data on it, there is no name on the motors and no they are not moving the right distance. I have bought a mesure clock so i could messure the movement and use it under calibration.
It is not with belts but spindles (Whats DRO)
When it is moving in homing its moving very slowly.
The machine arrived as a USB device but the Mach 3 CD was curupted so we dicided that changing to linuxcnc was the best choise.
So we changed the CPU so it had a parralel output, and we ordered at parralel breakbord from china for the controller.
Comments on the failure it came up trying to stop the Y axis when it was homing by touching the Y axis microswitch.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4754
- Thank you received: 2134
Axis GUI (graphical user interface) is the screen graphics:I dont know what Axis GUI means.

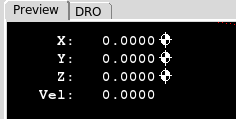
Whats DRO
DRO is the "Digital ReadOut" is what displays the coordinates on the GUI:
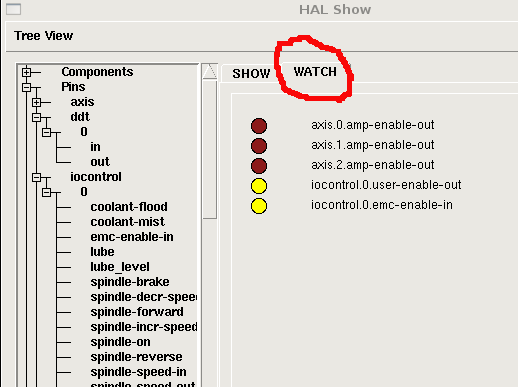
A useful tool is "halshow". You find it in the menu "Machine" and then "Show HAL Configuration". It opens as a separate window:
When you click on the "Watch" tab you can watch the inputs and outputs in real time (dark red = off , yellow = on). You can choose the pins in the left section of the window. For example: to find "parport.0.pin-13-in" you click on "Pins" then "parport" then"0" then "Pin-13-in". You can then press your microswitches and check if they are working properly. Just try it out a bit.
they are not moving the right distance
Ok, so let's first get the motors set up properly. There is a calibration tool. You can find it in the menu "Machine" and then "Calibration" but you can also change it directly in the ini: In the [Joint_ ] section of each axis there is a line "SCALE= 80" which tells LinuxCNC to put out 80pulses to move the axis 1mm. So this value "80" has to be adjusted so that if you see a change of , for example, 10mm the machine actually also moves 10mm in the positive direction. If the machine moves in the wrong direction you need to change the value to negative. (Say from "80" to "-80").
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -0.1
MAX_LIMIT = 390.0
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
STEPGEN_MAXACCEL = 937.5
SCALE = 80.0
FERROR = 1
MIN_FERROR = .25
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -5
HOME_LATCH_VEL = -5
HOME_USE_INDEX = 0
HOME_IGNORE_LIMITS = YES
HOME_SEQUENCE = 2The actual value will depend on your motors (number of steps per revolution), motordrivers (microstepping) and your lead screw pitch (mm of travel per revolution). So say your motors have 200 steps/rev, drives are set to 8 microsteps and the lead screws have 5mm/rev:
200 x 8 / 5 = 320 -> SCALE=320.
So give that a try and report back.
[edit]
Maybe you want to disable homing so you can use the "MDI" tab without having to home the machine first. In MDI you can write commands like G91 G01 X50 F100 and press enter to get the machine to move and then measure the actual travel of the machine.
To do that add this to your INI file in the [TRAJ] section:
NO_FORCE_HOMING = 1Attachments:
Please Log in or Create an account to join the conversation.
- Rørbæk
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 7
We are going to dinner with some friends soon, but first thing in the morning and i will be working with it .
You are really heiplfull both of you.
Please Log in or Create an account to join the conversation.
- Rørbæk
- Offline
- Senior Member
-
- Posts: 53
- Thank you received: 7
Parport.0 pin-13-in-not ==>both-home-X
Changed scale on X on Y to 320 and the result was Y100 gav very close to 100 mm
I guesed that F was speed so i tested F200 which was much faster movements.
I tryed the Hal show but without any luck , but i could se in the DRO that pressing the microswitches gave like a small cros.
When i am Keybord to move the axis it going the right way but using the MDI commands the are moving wrong.
Can i change that in the HAL or ini file.
I get a lot of lines in the DRO can i cut it down to only X,Y and Z.
Do i change the Z scale to 320 aswell
How do i move the softlimits. As it is now i can only move on a small part of the area.
Have nice weekend Henrik
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4754
- Thank you received: 2134
Do i change the Z scale to 320 aswell
I have no idea of the microstepping settings on your drives or the leadscrew pitch of your machine.
The number 320 I used in the example might not be correct but if it fits then fine.
If you axis are moving the wrong direction then you need to change SCALE=320 (or whatever number you have) to SCALE=-320 (note the minus in front of the number). Make sure that the DRO counts correctly. ie increasing for positive direction and decreasing for negative direction.
As for the DRO, you should have X Y Z and then also the DTG (Distance to GO), the G53 (active offsets) G92 (absolute coordinatel) and maybe TLO (Tool length offsets). Not quite sure as I use a differnt GUI.
How do i move the softlimits.
I noticed you have the limits for the Z-axis set for 2mm of travel. So for say 100 mm of travel and homing at the top change this:
[AXIS_Z]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -1.0
MAX_LIMIT = 1.0
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -1.0
MAX_LIMIT = 1.0To this:
[AXIS_Z]
MAX_VELOCITY = 25.0
MAX_ACCELERATION = 750.0
MIN_LIMIT = -100.1
MAX_LIMIT = 0.1
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
MIN_LIMIT = -100.1
MAX_LIMIT = 0.1Please Log in or Create an account to join the conversation.