Spindel über Frequenzumrichter an die Mesa 7i76e anschließen
- RobertS
- Offline
- Senior Member
-

- Posts: 41
- Thank you received: 9
Ich habe folgende Optionen:
Trotzdem nochmal zur Klarstellung: Duch schreibst, dass TB4-5 & 7 bei mir an ACM gehen sollten - dann zusammen mit TB4-1? Denn der hängt ja auch schon an ACM!
Was mir auch noch aufgefallen ist: Wenn ich hier nicht völlig falsch liege, dann benötige ich ja auch eine Schaltspannung im Bereich von 12-24V auf der Klemme 8. Normalerweise sollte die doch vom FU kommen?
Ich poste hier mal das Manual zu meinem komischen FU, vielleicht findet da ja jemand einen Hinweis, wie man das gute Stück zur Mitarbeit überreden könnte. Hochladen ist leider nicht, denn es 39Mb groß

cloud.comparion.de/index.php/s/QcgtbN3R9ykHT97
Attachments:
Please Log in or Create an account to join the conversation.
- RobertS
- Offline
- Senior Member
-
- Posts: 41
- Thank you received: 9
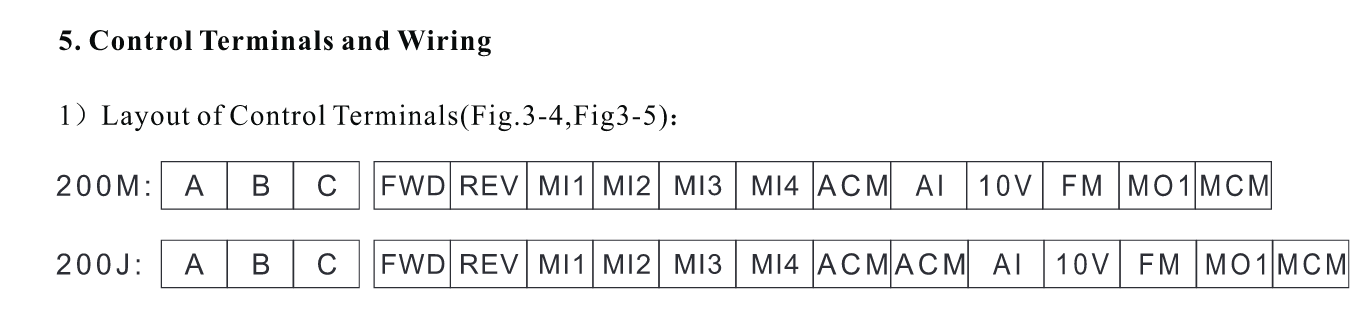
Verkabelung:
B4 - Signal - FU (Fuling DZB280)
1 Spindle- ACM
2 Spindle OUT AI
3 Spindle+ 10V
4
5 Spindle ENA- ACM
6 Spindle ENA+ FWD
7 Spindle DIR- ACM
8 Spindle DIR+ REVStatus:
Spindel dreht wenn über LinuxCNC eingeschlatet wird
Probleme:
Keine Drehzahlregelung möglich
Kein reverse möglich (klar, der FU gibt das auf dem einfachen Weg nicht her und die HAL Tricks sind mit noch nicht ganz klar
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

- Posts: 4747
- Thank you received: 2127
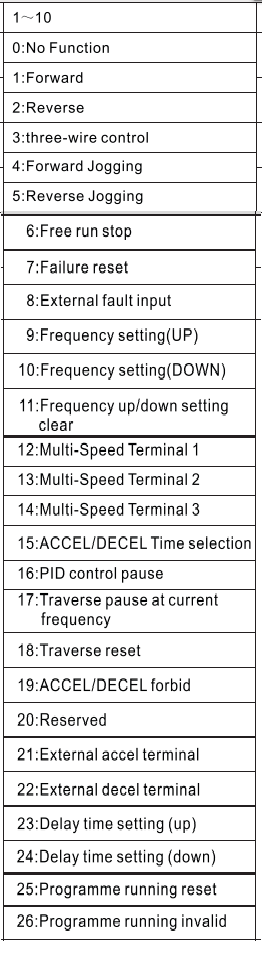
Schau mal Seite 48 Fig 6-10 "Three-wire operation mode 1". Ich denke du könntest das 'Spindle ena+' auf beide Klemmen (FWD und EN) legen und 'Spindle dir+' auf REV. Dann übernimmt der Spindle enable beide Funktionen (enable und start). Aber das musst du vorher kurz ausprobieren.
Wenn du die schemas von Seite 48 mit jenen der Seite 10 vergleichst drängt sich der Schluss auf dass die Bezeichnung 'ACM' für die Klemme unter den Digitaleingängen wohl falsch ist und eigentlich 'DCM' hätte sein sollen. Wenn man aber den Klemmenplan auf Seite 13 anschaut ist dann DCM gar nicht vorhanden dafür kommt beim Modell 200J ACM zweimal for. Dort wäre dann vielleicht der linke der DCM? Vielleicht sind auch beide ACM Klemmen durchverbunden? Ich denke da musst du halt ausprobieren, bei den billig-FU's aus China kannst du nicht erwarten, dass die Dokumentation ohne Widersprüche daherkommt.
TB4-5 und TB4-7 gehen auf jene 'ACM' Klemme, die du durch Versuch ermittelt hast. Kann ich leider auch nicht mehr sagen.Duch schreibst, dass TB4-5 & 7 bei mir an ACM gehen sollten - dann zusammen mit TB4-1? Denn der hängt ja auch schon an ACM!
Wenn du das Schaltschema Seite 10 anschaust musst du die einzelnen Eingänge (FWD,REV,MI1,..., MI4) mit der Klemme 'ACM' verbinden. Diese 'ACM'-Klemme hätte vermutlich 'DCM' heissen sollen aber das ist eben unklar. Was klar ist, ist dass die Mesa TB4-6,5 und TB4-8,7 Transistorausgänge sind die, die Verbindung von FU-Eingangsklemme zu FU-'ACM'(DCM) übernehmen. Da ein Transistor, im Unterschied zu einem mechanischen Kontakt, den Strom aber nur in einer Richtung leiten kann sind die Anschlüsse 'Spindle ena' und Spindle dir' am TB4 mit '+' und '-' bezeichnet was anzeigt, dass am '+' die höhere und am '-' die kleinere Spannung anliegen muss damit es funktioniert. Wenn es anders herum angeschlossen wird funktionierts nicht aber es geht auch nix kaputt.Was mir auch noch aufgefallen ist: Wenn ich hier nicht völlig falsch liege, dann benötige ich ja auch eine Schaltspannung im Bereich von 12-24V auf der Klemme 8. Normalerweise sollte die doch vom FU kommen?
Ich denke du solltest mal am FU mit Drahtbrücken ausprobieren wo welche Verbindungen nötig sind um die angestrebte Funktion zu erhalten. Dann ist klar welche Klemmen wie anzuschliessen sind.
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
- Posts: 4747
- Thank you received: 2127
[edit]
Zeig mal die hal und ini.
Please Log in or Create an account to join the conversation.
- RobertS
- Offline
- Senior Member
-
- Posts: 41
- Thank you received: 9
Schon mal besten Dank für die Hilfe - alleine das Geräusch beim Hochlaufen der Spindel gibt einen rießen Motivationsschub.
Ich werde mit all euren Tips heute und morgen noch weiter testen.
@Torsten: Ja, das mit den DCM-Anschlüssen habe ich auch schon gesehen, aber ehrlich gesagt nicht richitg zuuordnen können. Masse habe ich da jedenfalls nicht drauf konfigurieren können.
@Torsten: Das Video von Talla83 habe ich mir heute auch schon angesehen. Bestend Dank für die Befehle, genau in diese Richtung werde ich dann mal weiterarbeiten. HAL und INI sind nbei mir noch gar nicht angefasst - von pncconf mal abgesehen.
Please Log in or Create an account to join the conversation.
- RobertS
- Offline
- Senior Member
-
- Posts: 41
- Thank you received: 9
Deine Vermutung, dass die China-Doku eben eine China-Doku ist, hat mich auch schon beschlichen. Wenn man sich aber erstmals mit der Materie auseinander setzt, bin selbst ich "Handbuch gläubig".
"Gesunder Menschenverstand" hat mich schon oft weitergebracht, aber auch schon einiges zerschießen lassen...
Please Log in or Create an account to join the conversation.
- Toto69
-
 Topic Author
Topic Author
- Offline
- Senior Member
-
- Posts: 40
- Thank you received: 12
Gruß
Thorsten
Please Log in or Create an account to join the conversation.
- RobertS
- Offline
- Senior Member
-
- Posts: 41
- Thank you received: 9
Auch mit einigen Modifikationen läuft die Spidel immer "volles Rohr" (hört sich zumindest so an), es liegen immer 10V zwischen Pin 1 & 2 10 Volt an (solange die Spindel an ist). In der Oberfläche (probe_basic) stehen komischerweise immer 300 rpm als Geschwindigkeit.
Was also (vorerst noch) fehlt ist:
- Drehzahlregelung
- Rückwärtsgang
[SPINDLE_0]
P = 0.0
I = 0.0
D = 0.0
FF0 = 1.0
FF1 = 0.0
FF2 = 0.0
BIAS = 0.0
DEADBAND = 0.0
MAX_OUTPUT = 24000.0
OUTPUT_SCALE = -24000
OUTPUT_MIN_LIMIT = -24000
OUTPUT_MAX_LIMIT = 24000und aus der HAL:
#*******************
# SPINDLE
#*******************
setp pid.s.Pgain [SPINDLE_0]P
setp pid.s.Igain [SPINDLE_0]I
setp pid.s.Dgain [SPINDLE_0]D
setp pid.s.bias [SPINDLE_0]BIAS
setp pid.s.FF0 [SPINDLE_0]FF0
setp pid.s.FF1 [SPINDLE_0]FF1
setp pid.s.FF2 [SPINDLE_0]FF2
setp pid.s.deadband [SPINDLE_0]DEADBAND
setp pid.s.maxoutput [SPINDLE_0]MAX_OUTPUT
setp pid.s.error-previous-target true
net spindle-index-enable <=> pid.s.index-enable
net spindle-enable => pid.s.enable
net spindle-vel-cmd-rpm => pid.s.command
net spindle-vel-fb-rpm => pid.s.feedback
net spindle-output <= pid.s.output
# ---digital potentionmeter output signals/setup---
setp hm2_7i76e.0.7i76.0.0.spinout-minlim [SPINDLE_0]OUTPUT_MIN_LIMIT
setp hm2_7i76e.0.7i76.0.0.spinout-maxlim [SPINDLE_0]OUTPUT_MAX_LIMIT
setp hm2_7i76e.0.7i76.0.0.spinout-scalemax [SPINDLE_0]OUTPUT_SCALE
# net spindle-output => hm2_7i76e.0.7i76.0.0.spinout
net spindle-enable => hm2_7i76e.0.7i76.0.0.spinena
net spindle-ccw => hm2_7i76e.0.7i76.0.0.spindir
# ---setup spindle control signals---
net spindle-vel-cmd-rps <= spindle.0.speed-out-rps
# net spindle-vel-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs => hm2_7i76e.0.7i76.0.0.spinout
net spindle-vel-cmd-rpm <= spindle.0.speed-out
net spindle-vel-cmd-rpm-abs <= spindle.0.speed-out-abs
# net spindle-enable <= spindle.0.on
net spindle-enable <= spindle.0.on => hm2_7i76e.0.7i76.0.0.spinena
net spindle-cw <= spindle.0.forward
# net spindle-ccw <= spindle.0.reverse
net spindle-ccw <= spindle.0.reverse => hm2_7i76e.0.7i76.0.0.spindir
net spindle-brake <= spindle.0.brake
net spindle-revs => spindle.0.revs
net spindle-at-speed => spindle.0.at-speed
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
net spindle-vel-fb-rps => spindle.0.speed-in
net spindle-index-enable <=> spindle.0.index-enable
# ---Setup spindle at speed signals---
sets spindle-at-speed truePlease Log in or Create an account to join the conversation.
- RobertS
- Offline
- Senior Member
-
- Posts: 41
- Thank you received: 9
Es ist nichts kaputt, prinzipiell funktionieren sowohl die Poti-Funktion der 7i76, als auch dieReaktion des FU darauf.
Nach etwas Rumspielen in der INI - siehe diese Werte...
MAX_OUTPUT = 24000.0
OUTPUT_SCALE = 24000
OUTPUT_MIN_LIMIT = 6000
OUTPUT_MAX_LIMIT = 24000Please Log in or Create an account to join the conversation.
- Toto69
-
Topic Author
- Offline
- Senior Member
-
- Posts: 40
- Thank you received: 12
MAX_OUTPUT kannst du wohl ausdokumentieren (#), ist wohl das selbe wie OUTPUT_MAX_LIMIT.
OUTPUT_MIN_LIMIT kannst du, glaube ich, ruhig ins minus setzen => für den Linkslauf?
OUTPUT_MAX_LIMIT würde ich nicht die vollen 24000 nehmen, lieber etwas weniger, oder brauchst du die 24000?
OTPUT_SCALE ist die Drehzahl, die der Motor maximal schafft.
Habe deinen Teil der hal mal komplett bearbeitet und hochgeladen.
Guck dir das Video von Tall83 noch mal an, das hilft dir, glaube ich.
Gruß
Thorsten
Please Log in or Create an account to join the conversation.