hal-core
- Grotius
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 2419
- Thank you received: 2348
14 Nov 2021 12:39 #226456
by Grotius
Replied by Grotius on topic hal-core
Hi,
@ Reinhard,
If I got you right, you said, that you don't use nml - so you probably don't use interpreter and taskmanager.
... and if that is true, how do you do jobs like jogging, touch workpiece, measure toollength or set coordinate systems?
Afaik they are all nml-based.
That's correct. I just code them in c and c++.
My task manager is a hal component. For coordinate systems i use opencascade and kdl.
Tool lenght measuring should be done by a hal component wich is requested by a Gcode macro.
Nml is like a server. Maybe when hal-core is evolved we could use something like that to monitor the system.
@ Dave,
That is looking really great! There will be a lot more automation applications that it could be use on.
Yes yes. The current code is dynamic. It doesn't matter how the machine looks like. It automaticly setups the
kinematic chain and hal pins etc. Everything is now more or less automated.
But it was hard working to get here.
I added some examples to hal-core and a new code archive : github.com/grotius-cnc/hal-core/releases
The novabot is interesting. The kinematics of the novabot is interesting.
The 5 axis cnc uses 2 kinematic chains.

@ Reinhard,
If I got you right, you said, that you don't use nml - so you probably don't use interpreter and taskmanager.
... and if that is true, how do you do jobs like jogging, touch workpiece, measure toollength or set coordinate systems?
Afaik they are all nml-based.
That's correct. I just code them in c and c++.
My task manager is a hal component. For coordinate systems i use opencascade and kdl.
Tool lenght measuring should be done by a hal component wich is requested by a Gcode macro.
Nml is like a server. Maybe when hal-core is evolved we could use something like that to monitor the system.
@ Dave,
That is looking really great! There will be a lot more automation applications that it could be use on.
Yes yes. The current code is dynamic. It doesn't matter how the machine looks like. It automaticly setups the
kinematic chain and hal pins etc. Everything is now more or less automated.
But it was hard working to get here.
I added some examples to hal-core and a new code archive : github.com/grotius-cnc/hal-core/releases
The novabot is interesting. The kinematics of the novabot is interesting.
The 5 axis cnc uses 2 kinematic chains.
Attachments:
The following user(s) said Thank You: tjtr33, tommylight
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
14 Nov 2021 13:36 - 15 Nov 2021 09:45 #226467
by Grotius
Replied by Grotius on topic hal-core
Hi,
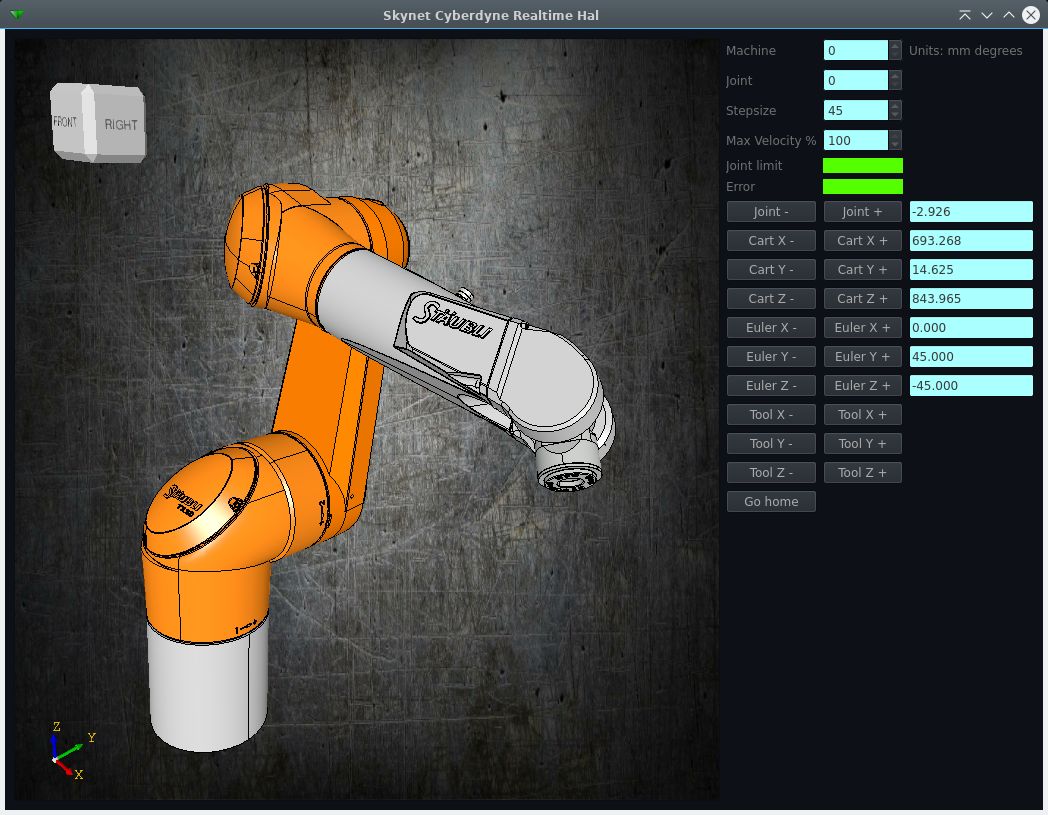
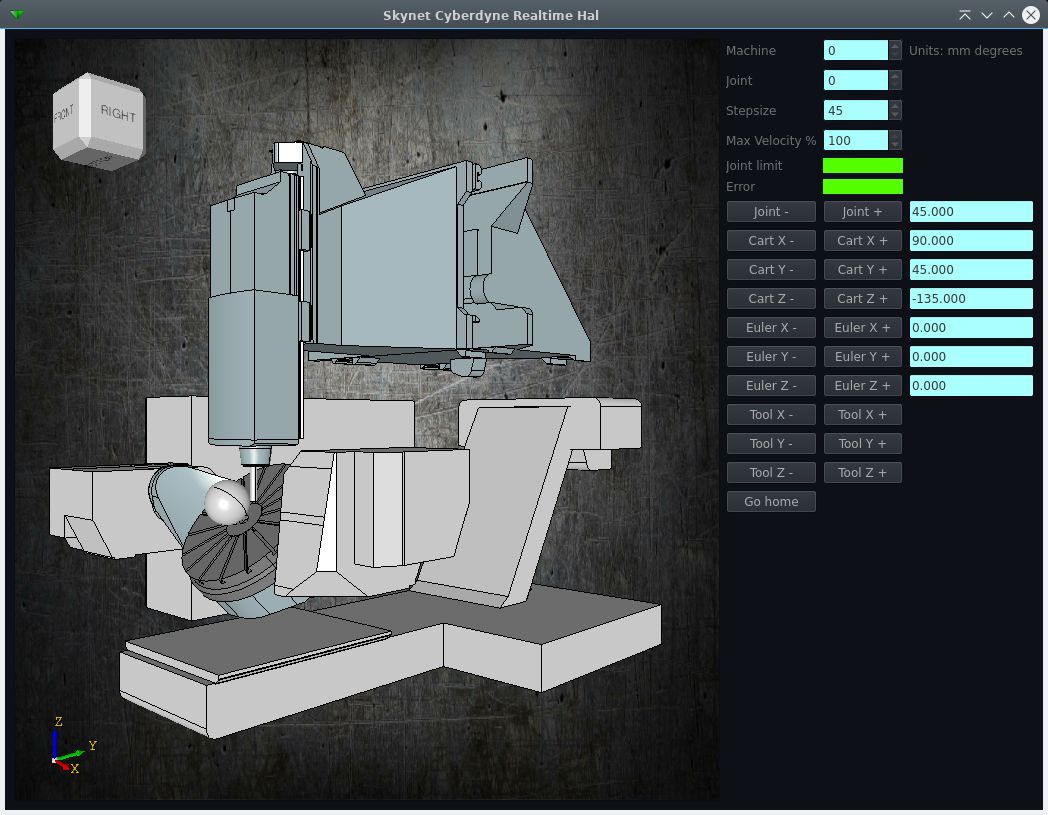
I just added a 5 axis cnc concept with a 6'th positioned toolaxis.
It can drill in a 3d tooldirection by jogging.
This type of machine is most used by plasma, laser, milling etc.
From this example i will go and finish the motion planner.
user-images.githubusercontent.com/448801...93f-bb8093ccdb41.mp4
I just added a 5 axis cnc concept with a 6'th positioned toolaxis.
It can drill in a 3d tooldirection by jogging.
This type of machine is most used by plasma, laser, milling etc.
From this example i will go and finish the motion planner.
user-images.githubusercontent.com/448801...93f-bb8093ccdb41.mp4
Attachments:
Last edit: 15 Nov 2021 09:45 by Grotius.
Please Log in or Create an account to join the conversation.
- Dave3891
- Offline
- Senior Member
-

Less
More
- Posts: 56
- Thank you received: 7
16 Nov 2021 04:19 #226620
by Dave3891
Replied by Dave3891 on topic hal-core
That's pretty cool how it can work with pretty much any machine, makes me want to add 2 more axis to my foam router!
Hi,
I just added a 5 axis cnc concept with a 6'th positioned toolaxis.
It can drill in a 3d tooldirection by jogging.
This type of machine is most used by plasma, laser, milling etc.
From this example i will go and finish the motion planner.
user-images.githubusercontent.com/448801...93f-bb8093ccdb41.mp4
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
16 Nov 2021 19:37 #226676
by Grotius
Replied by Grotius on topic hal-core
Hi Dave,
makes me want to add 2 more axis to my foam router!
Building that on your machine requires capabilities for sure.
That's pretty cool how it can work with pretty much any machine.
Yeah.
Video of 5 axis cnc now including jog motion based on the ruckig scurve lib.
It costed me extra time to get it working correct on all fronts. I had to find a needle in a haystack. But it works now.
user-images.githubusercontent.com/448801...a10-24c6f8bb7cf0.mp4
Soon i can test the motion planner.
makes me want to add 2 more axis to my foam router!
Building that on your machine requires capabilities for sure.
That's pretty cool how it can work with pretty much any machine.
Yeah.
Video of 5 axis cnc now including jog motion based on the ruckig scurve lib.
It costed me extra time to get it working correct on all fronts. I had to find a needle in a haystack. But it works now.
user-images.githubusercontent.com/448801...a10-24c6f8bb7cf0.mp4
Soon i can test the motion planner.
Please Log in or Create an account to join the conversation.
- Dave3891
- Offline
- Senior Member
-
Less
More
- Posts: 56
- Thank you received: 7
16 Nov 2021 21:24 #226680
by Dave3891
Replied by Dave3891 on topic hal-core
Hi Grotius,
Looking at your latest code release. Is everything done with the skynet hal module now?
Does the skynet module output the required position pins that you would connect to a stepgen module? Or does it need a accel/decel planner in between?
Looking at your latest code release. Is everything done with the skynet hal module now?
Does the skynet module output the required position pins that you would connect to a stepgen module? Or does it need a accel/decel planner in between?
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
17 Nov 2021 09:19 #226714
by Grotius
Replied by Grotius on topic hal-core
Hi Dave,
Yes my current example is now the skynet hal module.
I updated the release github.com/grotius-cnc/hal-core/releases.../1.9/hal-core.tar.gz
It has a few hal output position + acceleration pins that you can connect to the robot.
Please look at the hal file of the 5 axis cnc. You need a few velocity, acc, jerk parameters that are important.
For the rest, look at the fanuc halfile. The kinematic setup is slightly changed sinds a few day's.
Yes my current example is now the skynet hal module.
I updated the release github.com/grotius-cnc/hal-core/releases.../1.9/hal-core.tar.gz
It has a few hal output position + acceleration pins that you can connect to the robot.
Please look at the hal file of the 5 axis cnc. You need a few velocity, acc, jerk parameters that are important.
For the rest, look at the fanuc halfile. The kinematic setup is slightly changed sinds a few day's.
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
05 Dec 2021 00:29 - 05 Dec 2021 00:38 #228370
by Grotius
Replied by Grotius on topic hal-core
Hi,
A tiny update for hal-core.
I recorded 2 machines moving at the same time.
The program is build up using dynamic memory in the hal component.
I recoded parts of the kdl kinematics, the ruckig trajectory, the gcode parser etc.
Now close to programming the gcode runner.
video link
mention the servo-load, lower left of window. This indicates the actual load of the servo thread.
A tiny update for hal-core.
I recorded 2 machines moving at the same time.
The program is build up using dynamic memory in the hal component.
I recoded parts of the kdl kinematics, the ruckig trajectory, the gcode parser etc.
Now close to programming the gcode runner.
video link
mention the servo-load, lower left of window. This indicates the actual load of the servo thread.
Last edit: 05 Dec 2021 00:38 by Grotius.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
05 Dec 2021 21:31 - 05 Dec 2021 22:21 #228405
by Grotius
Replied by Grotius on topic hal-core
Hi,
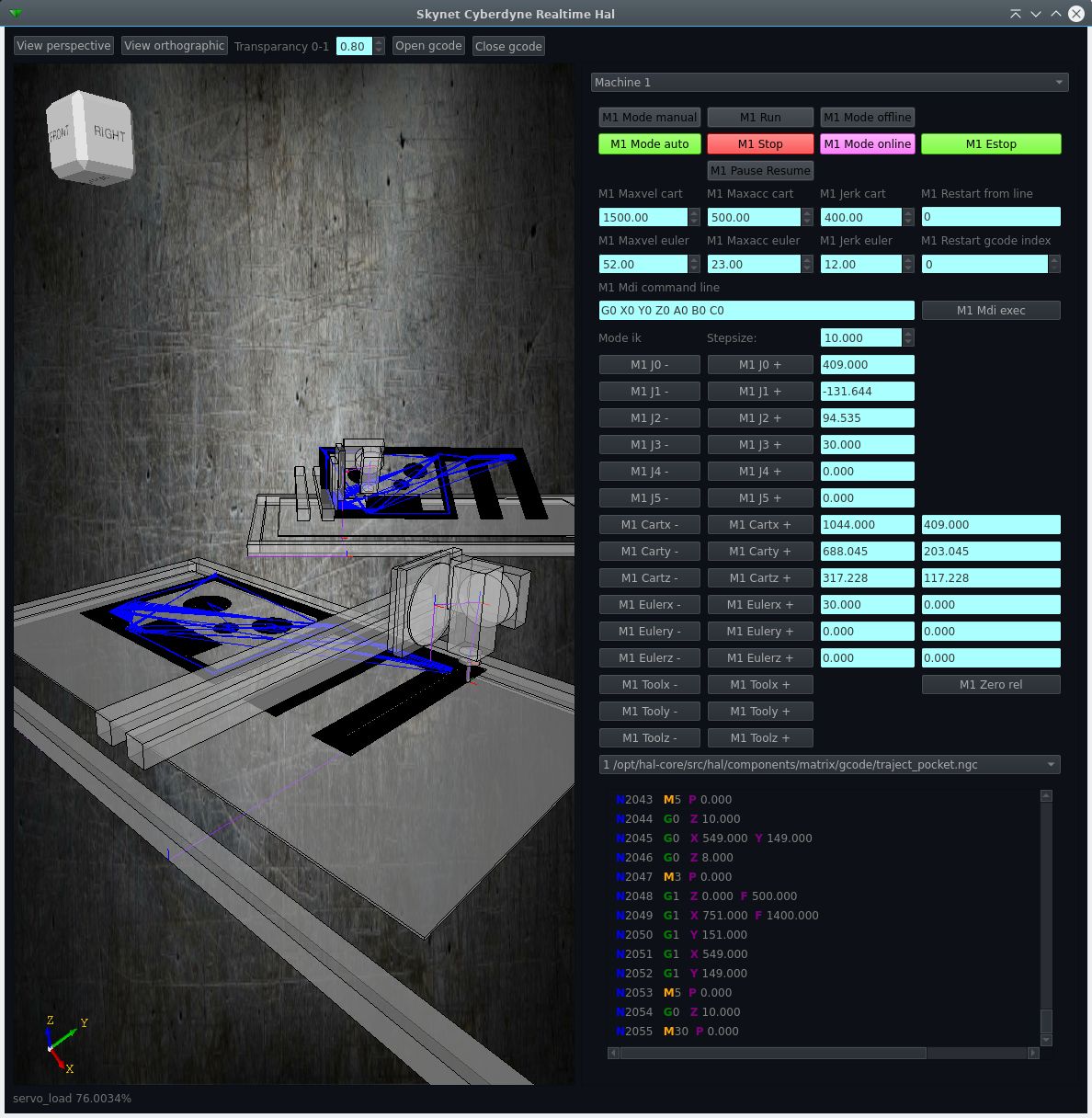
A tiny update. The gcode runner is now captured on video.
The program has loaded a standard .ngc gcode file. This file is then placed in 3d on the machine table.
The machine has to follow. If you have a good look at the path's you can see the path follow error is visible.
This is when the joint velocity, acceleration and jerk are set to low. In fact the machine xyz speeds are to high. But
nice to mention this.
Then there is no path optimization for the end velocity at the moment. It now stops at every gcode line. This off course
has to change.
a
 video:
video:
user-images.githubusercontent.com/448801...94b-2b6bf52af1aa.mp4
The servo-load, lower left of the window, is glad not ticking far over the 100% load.
I have a old pc. So it can not get much worse than this.
And a video of doing a gcode pocket program. 2000+ gcode lines to being exec. for each machine.
a cool
 video:
video:
user-images.githubusercontent.com/448801...308-38a88b8f102a.mp4
A tiny update. The gcode runner is now captured on video.
The program has loaded a standard .ngc gcode file. This file is then placed in 3d on the machine table.
The machine has to follow. If you have a good look at the path's you can see the path follow error is visible.
This is when the joint velocity, acceleration and jerk are set to low. In fact the machine xyz speeds are to high. But
nice to mention this.
Then there is no path optimization for the end velocity at the moment. It now stops at every gcode line. This off course
has to change.
a
user-images.githubusercontent.com/448801...94b-2b6bf52af1aa.mp4
The servo-load, lower left of the window, is glad not ticking far over the 100% load.
I have a old pc. So it can not get much worse than this.
And a video of doing a gcode pocket program. 2000+ gcode lines to being exec. for each machine.
a cool
user-images.githubusercontent.com/448801...308-38a88b8f102a.mp4
Attachments:
Last edit: 05 Dec 2021 22:21 by Grotius.
Please Log in or Create an account to join the conversation.
- Grotius
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 2419
- Thank you received: 2348
05 Dec 2021 23:24 #228409
by Grotius
Replied by Grotius on topic hal-core
And a video of doing the first 3d gcode file. It seems to go ok.
The machine in the back. I like this !
user-images.githubusercontent.com/448801...06d-56ce2cb4c4f6.mp4
The machine in the back. I like this !
user-images.githubusercontent.com/448801...06d-56ce2cb4c4f6.mp4
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- AlessandroT
- Offline
- Senior Member
-
Less
More
- Posts: 49
- Thank you received: 4
06 Dec 2021 08:45 - 06 Dec 2021 08:53 #228425
by AlessandroT
Replied by AlessandroT on topic hal-core
Hello Grotius,
Big thanks for sharing your updates. Seems really impressive! We are really interested in this development that you are building up! We want to test it in a multipurpose application. We could have a big Kuka robot that we can retrofit to test your solution maybe.
We are focused on AM for large scale and developing pellet extruders. In our applications, the 3D gcode is the standard.
The dm are blocked in the linuxcnc forum so I have a lot of difficulties finding your contact and writing to you directly. If it is possible please send me your email (
Sorry everybody for a direct request in a public forum.
Here our little 3D printer


Big thanks for sharing your updates. Seems really impressive! We are really interested in this development that you are building up! We want to test it in a multipurpose application. We could have a big Kuka robot that we can retrofit to test your solution maybe.
We are focused on AM for large scale and developing pellet extruders. In our applications, the 3D gcode is the standard.
The dm are blocked in the linuxcnc forum so I have a lot of difficulties finding your contact and writing to you directly. If it is possible please send me your email (
This message contains confidential information
) and we will contact you. Sorry everybody for a direct request in a public forum.
Here our little 3D printer
Attachments:
Last edit: 06 Dec 2021 08:53 by AlessandroT.
The following user(s) said Thank You: Grotius
Please Log in or Create an account to join the conversation.
Time to create page: 0.427 seconds