Search Results (Searched for: )
- Alex
- Alex
14 Jun 2026 20:19
Replied by Alex on topic please help five Axis with Vismach simulation and Mesa 7i96S
please help five Axis with Vismach simulation and Mesa 7i96S
Category: General LinuxCNC Questions
- cakeslob
- cakeslob
14 Jun 2026 17:30
Replied by cakeslob on topic Wire EDM 4 axis, seems to be open source and 3D printed
Wire EDM 4 axis, seems to be open source and 3D printed
Category: Show Your Stuff
- billykid

14 Jun 2026 16:32
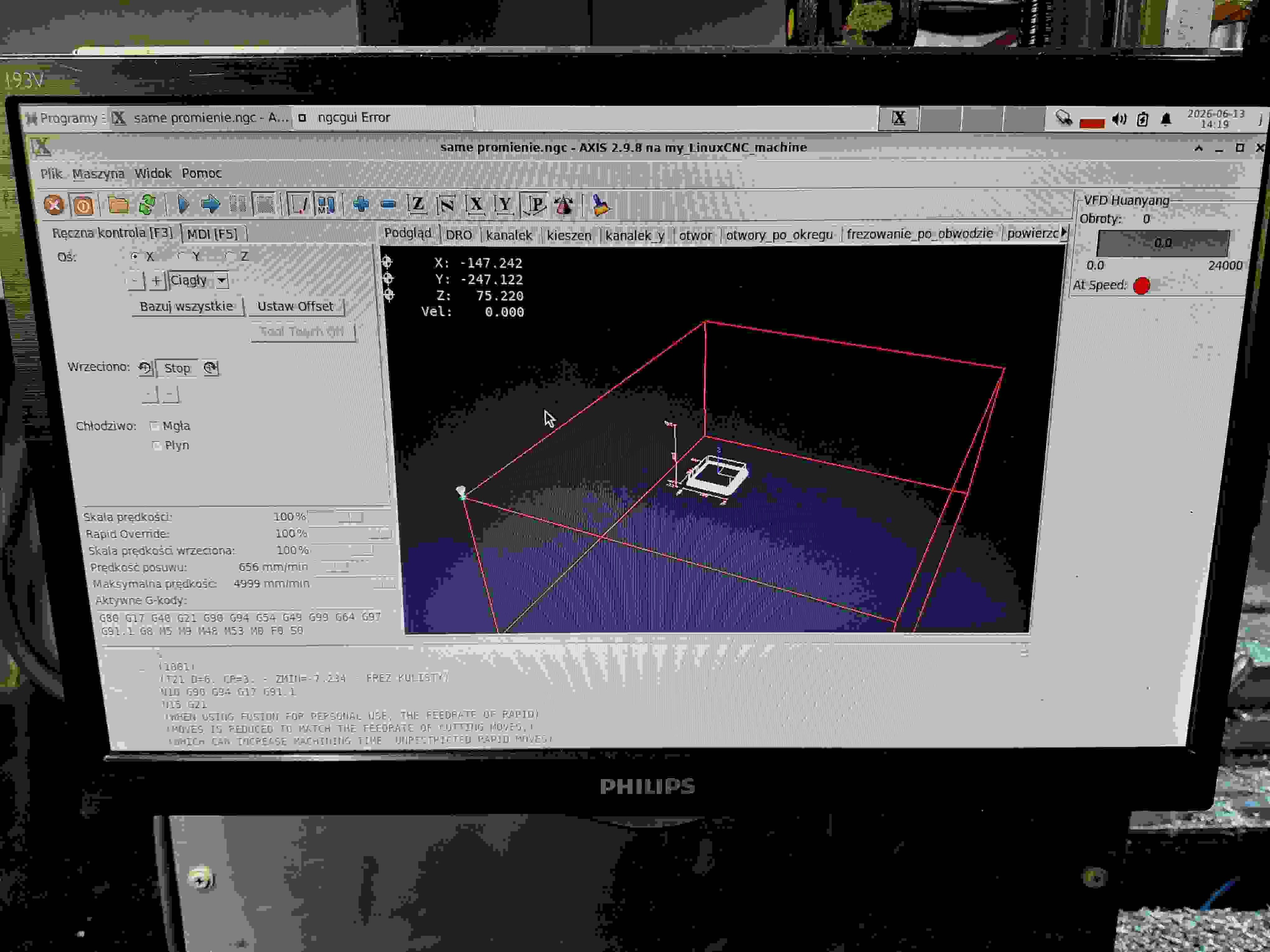
") The last 20 years of work have been spent welding and cutting. I built a small CNC and a plasma cutter for fun. In the photo, you can see the machine in the home position; the crosshead to the left is negative, and the carriage coming forward is positive. It doesn't look right because with the handwheel clockwise, one axis is positive and the other negative, it's easy to make a mistake. But if I invert the crosshead to make them go the same way, the plot is mirrored. But I don't even waste too much time on it because I have Sanmotion AC motors, so I'll do everything properly.
The last 20 years of work have been spent welding and cutting. I built a small CNC and a plasma cutter for fun. In the photo, you can see the machine in the home position; the crosshead to the left is negative, and the carriage coming forward is positive. It doesn't look right because with the handwheel clockwise, one axis is positive and the other negative, it's easy to make a mistake. But if I invert the crosshead to make them go the same way, the plot is mirrored. But I don't even waste too much time on it because I have Sanmotion AC motors, so I'll do everything properly. - tuxcnc
- tuxcnc
14 Jun 2026 15:39
Replied by tuxcnc on topic Chinese Mesa 7I92 from aliexpress NEW
Chinese Mesa 7I92 from aliexpress NEW
Category: Driver Boards
- jarcysgru
- jarcysgru
14 Jun 2026 15:21
Replied by jarcysgru on topic Ucięty widok AXIS
Ucięty widok AXIS
Category: General LinuxCNC Questions
- karlhe
- karlhe
14 Jun 2026 14:43
Replied by karlhe on topic linuxcnc ohne endschlter
linuxcnc ohne endschlter
Category: General LinuxCNC Questions
- Aciera

14 Jun 2026 13:16
Replied by Aciera on topic please help five Axis with Vismach simulation and Mesa 7i96S
please help five Axis with Vismach simulation and Mesa 7i96S
Category: General LinuxCNC Questions
- tommylight

14 Jun 2026 11:21
Replied by tommylight on topic Ucięty widok AXIS
Ucięty widok AXIS
Category: General LinuxCNC Questions
- PedPEx
- PedPEx
14 Jun 2026 11:14
- jarcysgru
- jarcysgru
14 Jun 2026 10:41
- Alex
- Alex
14 Jun 2026 10:25 - 14 Jun 2026 10:26
Replied by Alex on topic please help five Axis with Vismach simulation and Mesa 7i96S
please help five Axis with Vismach simulation and Mesa 7i96S
Category: General LinuxCNC Questions
- bedouno
- bedouno
14 Jun 2026 02:30
Replied by bedouno on topic HAL component for tangential knife
HAL component for tangential knife
Category: HAL
- jayem1427
- jayem1427
14 Jun 2026 01:13
- Masiwood123

13 Jun 2026 23:51
Replied by Masiwood123 on topic Axis 2 - touchscreen version of old friend
Axis 2 - touchscreen version of old friend
Category: AXIS
- tommylight
13 Jun 2026 22:40
Replied by tommylight on topic neuer linux cnc nutzer hat probleme mit steuerkarte
neuer linux cnc nutzer hat probleme mit steuerkarte
Category: Deutsch
Time to create page: 0.244 seconds