Search Results (Searched for: )
- PCW

04 May 2025 21:28
- tommylight

04 May 2025 21:23
Replied by tommylight on topic Bridgeport VMC760 retrofit
Bridgeport VMC760 retrofit
Category: Milling Machines
- spincycle
- spincycle
04 May 2025 21:21
Replied by spincycle on topic Bridgeport VMC760 retrofit
Bridgeport VMC760 retrofit
Category: Milling Machines
- tommylight
04 May 2025 21:19
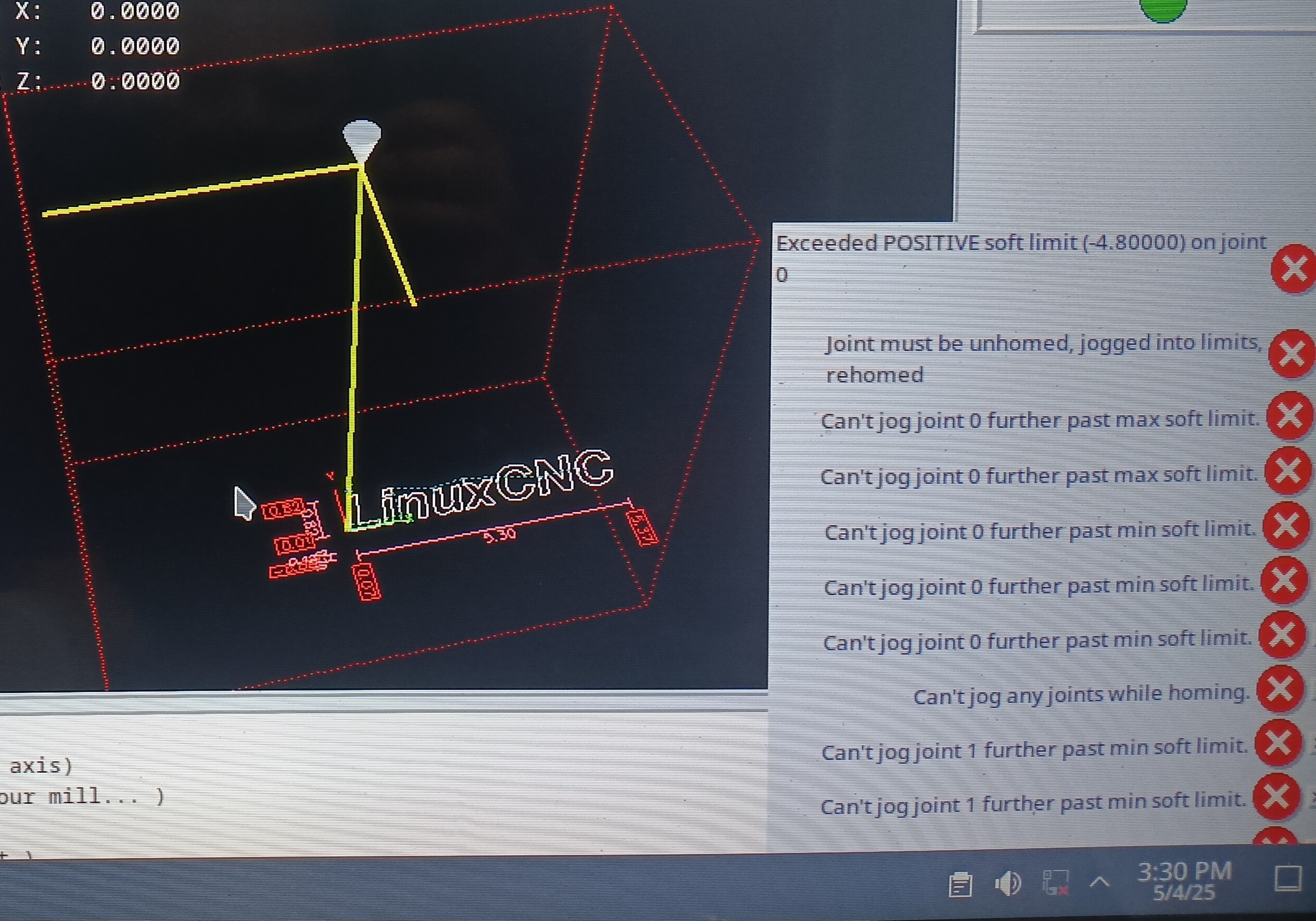
Replied by tommylight on topic soft limit error after x homing, does not home y
soft limit error after x homing, does not home y
Category: General LinuxCNC Questions
- spincycle
- spincycle
04 May 2025 21:18
Replied by spincycle on topic Bridgeport VMC760 retrofit
Bridgeport VMC760 retrofit
Category: Milling Machines
- spincycle
- spincycle
04 May 2025 21:13
Replied by spincycle on topic Bridgeport VMC760 retrofit
Bridgeport VMC760 retrofit
Category: Milling Machines
")
- Ismacr63
- Ismacr63
04 May 2025 20:48
- Ismacr63
- Ismacr63
04 May 2025 20:44
Replied by Ismacr63 on topic Porbe basic lathe: Questions about the keyboard
Porbe basic lathe: Questions about the keyboard
Category: QtPyVCP
- Micro2000
- Micro2000
04 May 2025 20:33
soft limit error after x homing, does not home y was created by Micro2000
soft limit error after x homing, does not home y
Category: General LinuxCNC Questions
- jjdege

04 May 2025 20:18 - 04 May 2025 20:20
Replied by jjdege on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- DarkPhoinix
- DarkPhoinix
04 May 2025 19:51
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- GuiHue
04 May 2025 19:49
Replied by GuiHue on topic WEMAS MT 32 CNC Lathe -> LinuxCNC - Mesa or EtherCAT?
WEMAS MT 32 CNC Lathe -> LinuxCNC - Mesa or EtherCAT?
Category: Turning
- Hakan
- Hakan
04 May 2025 19:32
Replied by Hakan on topic Lcnc & Ethercat data types, Ethercat automated hal pin setup.
Lcnc & Ethercat data types, Ethercat automated hal pin setup.
Category: General LinuxCNC Questions
- jjdege
04 May 2025 19:30
Replied by jjdege on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- jjdege
04 May 2025 19:25 - 04 May 2025 19:27
Replied by jjdege on topic TB6560 jp-1635a driver pin connection to NVEM v5
TB6560 jp-1635a driver pin connection to NVEM v5
Category: Driver Boards
Time to create page: 0.700 seconds