Search Results (Searched for: )
- notJamesLee
- notJamesLee
16 Jan 2025 04:54
Replied by notJamesLee on topic First Start Up - E Stops
First Start Up - E Stops
Category: General LinuxCNC Questions
- dschultz
- dschultz
16 Jan 2025 04:43
Replied by dschultz on topic Missing link in homing LC10E
Missing link in homing LC10E
Category: EtherCAT
- rodw

16 Jan 2025 04:41
Replied by rodw on topic First Start Up - E Stops
First Start Up - E Stops
Category: General LinuxCNC Questions
- notJamesLee
- notJamesLee
16 Jan 2025 04:06
Replied by notJamesLee on topic First Start Up - E Stops
First Start Up - E Stops
Category: General LinuxCNC Questions
- nawaf
- nawaf
16 Jan 2025 03:51 - 16 Jan 2025 09:34
- nawaf
- nawaf
16 Jan 2025 03:47
- rodw
16 Jan 2025 03:39
- Diel
- Diel
16 Jan 2025 03:24
- Cant do this anymore bye all

16 Jan 2025 02:41
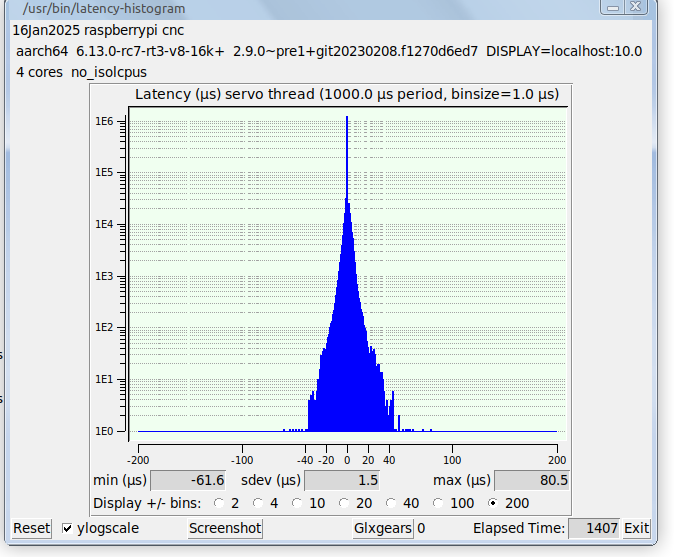
Replied by Cant do this anymore bye all on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
- arauchfuss
- arauchfuss
16 Jan 2025 02:23 - 16 Jan 2025 02:26
Replied by arauchfuss on topic Tree Journeyman 325 (Dynapath)
Tree Journeyman 325 (Dynapath)
Category: Milling Machines
- vre
- vre
16 Jan 2025 02:23 - 16 Jan 2025 02:24
Replied by vre on topic Mesa modbus and pktUart
Mesa modbus and pktUart
Category: Other User Interfaces
- arauchfuss
- arauchfuss
16 Jan 2025 02:17
Replied by arauchfuss on topic Tree Journeyman 325 (Dynapath)
Tree Journeyman 325 (Dynapath)
Category: Milling Machines
- Cant do this anymore bye all
16 Jan 2025 01:46
Replied by Cant do this anymore bye all on topic Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Category: Installing LinuxCNC
- Cant do this anymore bye all
16 Jan 2025 01:36
Replied by Cant do this anymore bye all on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
")
- tommylight

16 Jan 2025 01:24
Replied by tommylight on topic Tree Journeyman 325 (Dynapath)
Tree Journeyman 325 (Dynapath)
Category: Milling Machines
Time to create page: 0.380 seconds