Search Results (Searched for: )
- JT

17 Dec 2024 13:20
- Unlogic
- Unlogic
17 Dec 2024 13:19
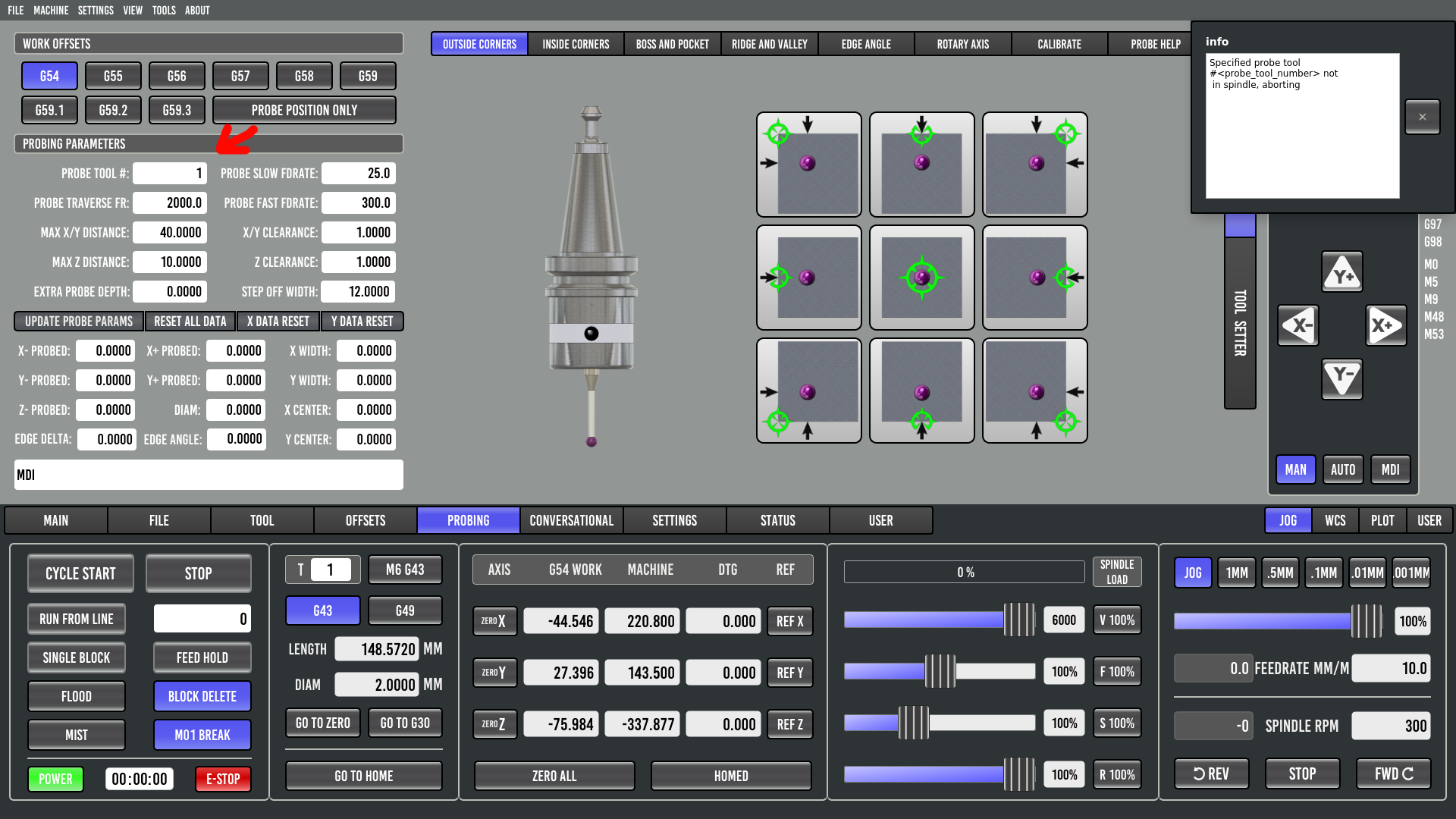
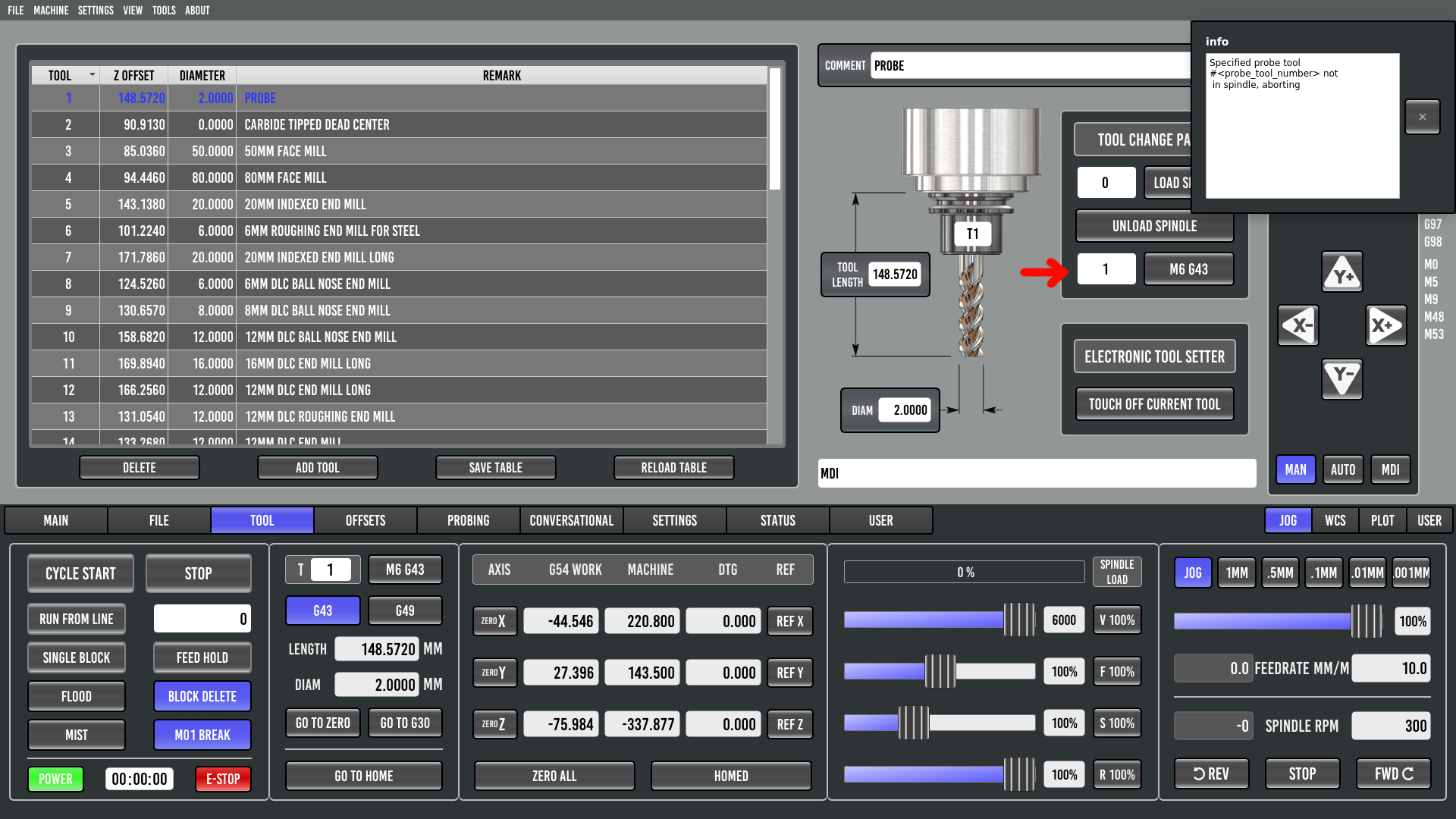
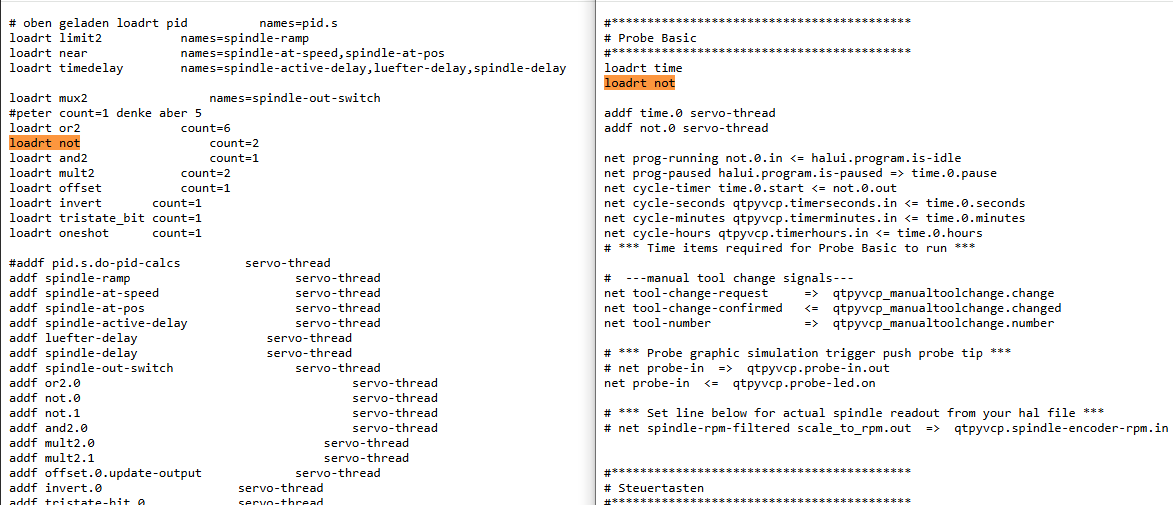
Specified probe tool not in spindle error after upgrade was created by Unlogic
Specified probe tool not in spindle error after upgrade
Category: QtPyVCP
- Lcvette

17 Dec 2024 13:05
- Lcvette
17 Dec 2024 12:58 - 17 Dec 2024 12:59
- Cant do this anymore bye all

17 Dec 2024 12:52
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- meister
- meister
17 Dec 2024 12:52
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- Cant do this anymore bye all
17 Dec 2024 12:40 - 19 Dec 2024 22:22
Replied by Cant do this anymore bye all on topic Raspberry Pi 5 with 7c81 WORKING!
Raspberry Pi 5 with 7c81 WORKING!
Category: Driver Boards
- epineh
- epineh
17 Dec 2024 12:22
Replied by epineh on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- agima2
- agima2
17 Dec 2024 12:15
Replied by agima2 on topic Linux CNC auf Virtualbox Simulation
Linux CNC auf Virtualbox Simulation
Category: Deutsch
- WKS-3D

17 Dec 2024 11:16
Replied by WKS-3D on topic Poti nur wirksam bei mm/min (Drehmaschine)
Poti nur wirksam bei mm/min (Drehmaschine)
Category: Deutsch
")
- WKS-3D
17 Dec 2024 11:13
Replied by WKS-3D on topic Poti nur wirksam bei mm/min (Drehmaschine)
Poti nur wirksam bei mm/min (Drehmaschine)
Category: Deutsch
- meister
- meister
17 Dec 2024 10:34
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware

- MaHa
- MaHa
17 Dec 2024 10:27
Replied by MaHa on topic Poti nur wirksam bei mm/min (Drehmaschine)
Poti nur wirksam bei mm/min (Drehmaschine)
Category: Deutsch
- Zayoo
- Zayoo
17 Dec 2024 10:03 - 17 Dec 2024 10:28
- onceloved

17 Dec 2024 08:46
Replied by onceloved on topic Home position using ethercat servo position (absolute encoder value).
Home position using ethercat servo position (absolute encoder value).
Category: General LinuxCNC Questions
Time to create page: 0.606 seconds