Search Results (Searched for: )
- royka
- royka
17 Oct 2024 19:52
Replied by royka on topic Can the OPI5 be Configured to Run LCNC?
Can the OPI5 be Configured to Run LCNC?
Category: Computers and Hardware
- robh
- robh
17 Oct 2024 19:45
Replied by robh on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Tchefter

17 Oct 2024 19:38
Replied by Tchefter on topic Welche Tasten haben die Achsen?
Welche Tasten haben die Achsen?
Category: Deutsch
- PCW

17 Oct 2024 19:05
Replied by PCW on topic Machine moves when you stop program in the middle
Machine moves when you stop program in the middle
Category: General LinuxCNC Questions
- Nixus
- Nixus
17 Oct 2024 19:05 - 17 Oct 2024 19:06
Help with Denford Machine AXIS config was created by Nixus
Help with Denford Machine AXIS config
Category: General LinuxCNC Questions
- Muecke

17 Oct 2024 18:59
Replied by Muecke on topic Unterstützung bei der Automatisierung einer Simulation
Unterstützung bei der Automatisierung einer Simulation
Category: Deutsch
- gardenweazel

17 Oct 2024 18:05
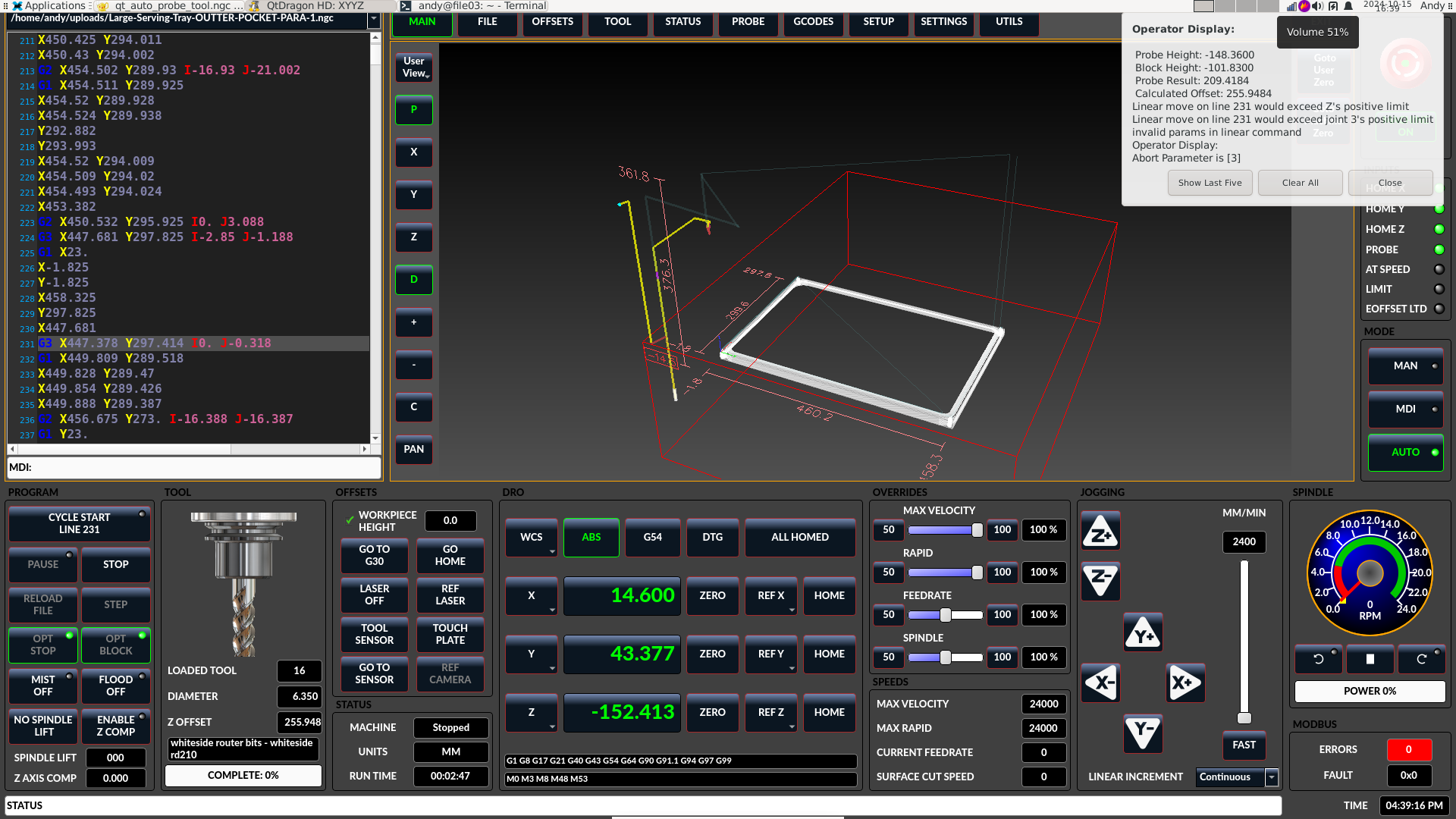
Inconsistent values from Versaprobe was created by gardenweazel
Inconsistent values from Versaprobe
Category: Qtvcp
- btvpimill
- btvpimill
17 Oct 2024 18:02
Machine moves when you stop program in the middle was created by btvpimill
Machine moves when you stop program in the middle
Category: General LinuxCNC Questions
- PCW
17 Oct 2024 17:48
Replied by PCW on topic Getting started with 6i25+7i75+7i85s
Getting started with 6i25+7i75+7i85s
Category: PnCConf Wizard
Time to create page: 0.422 seconds