Search Results (Searched for: )
- besriworld
- besriworld
14 Aug 2024 15:52
Replied by besriworld on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- Todd Zuercher

14 Aug 2024 15:41
Replied by Todd Zuercher on topic Configuring a dual stage axis
Configuring a dual stage axis
Category: Advanced Configuration
- PCW

14 Aug 2024 15:24
Replied by PCW on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- mighty_mick

14 Aug 2024 14:59
Replied by mighty_mick on topic How can I modify trivkins.c? (and also other kinematics files)
How can I modify trivkins.c? (and also other kinematics files)
Category: General LinuxCNC Questions
- Todd Zuercher
14 Aug 2024 14:12
Replied by Todd Zuercher on topic LED to indicate M3/M5 status
LED to indicate M3/M5 status
Category: GladeVCP
- tommylight

14 Aug 2024 13:45
Replied by tommylight on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- arijitdutta
- arijitdutta
14 Aug 2024 13:38
Replied by arijitdutta on topic PnCConf USB Jogging Problem
PnCConf USB Jogging Problem
Category: PnCConf Wizard
- Todd Zuercher
14 Aug 2024 13:32
Replied by Todd Zuercher on topic LED to indicate M3/M5 status
LED to indicate M3/M5 status
Category: GladeVCP
- JT

14 Aug 2024 12:59
- besriworld
- besriworld
14 Aug 2024 12:34 - 14 Aug 2024 12:35
Replied by besriworld on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- Aciera

14 Aug 2024 12:01
Replied by Aciera on topic How can I modify trivkins.c? (and also other kinematics files)
How can I modify trivkins.c? (and also other kinematics files)
Category: General LinuxCNC Questions
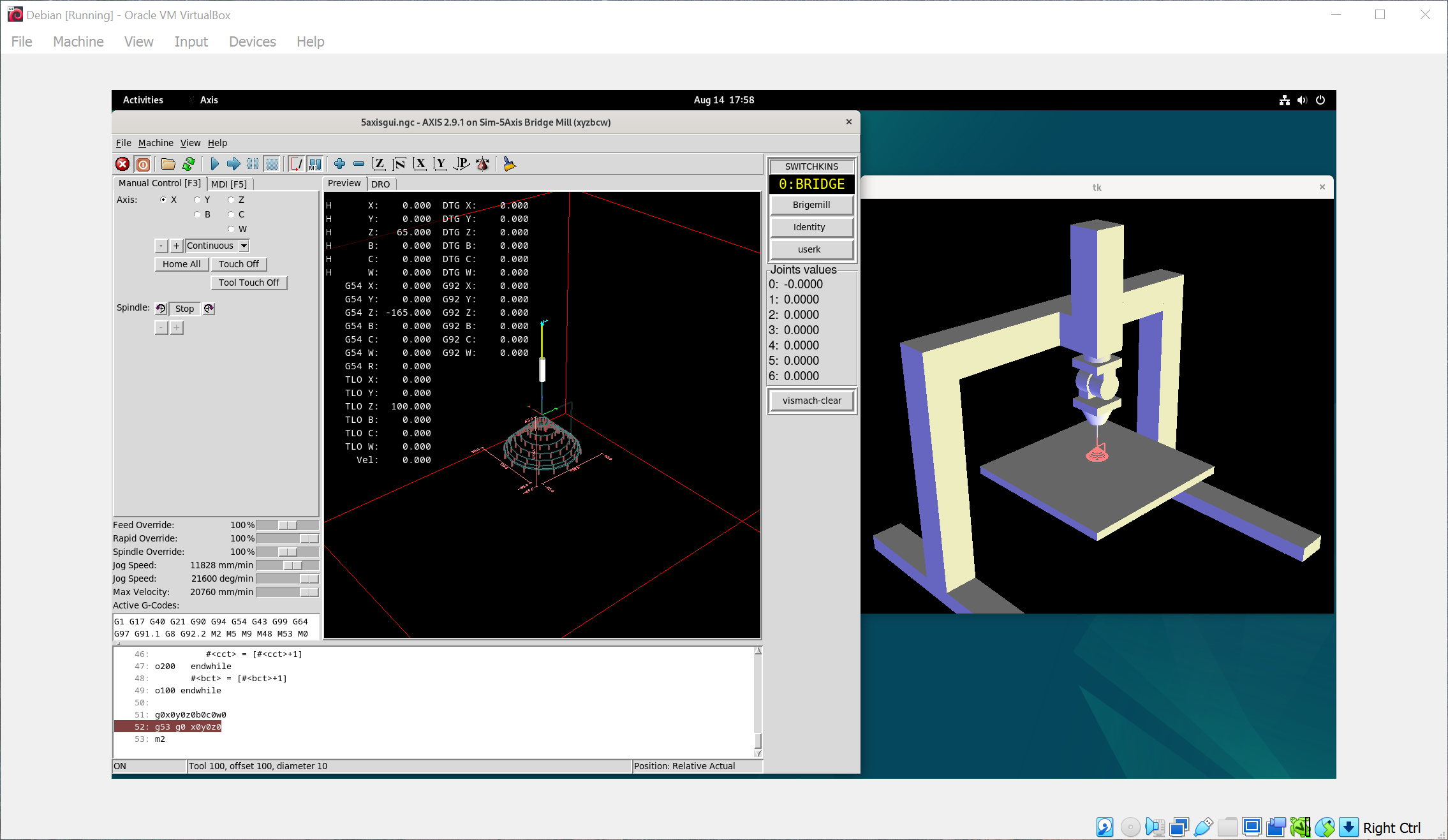
- Aciera
14 Aug 2024 11:27 - 14 Aug 2024 12:17
Replied by Aciera on topic How to add user kinematics for 5 axis bridge mill?
How to add user kinematics for 5 axis bridge mill?
Category: General LinuxCNC Questions
- winyk
- winyk
14 Aug 2024 11:01
How to add user kinematics for 5 axis bridge mill? was created by winyk
How to add user kinematics for 5 axis bridge mill?
Category: General LinuxCNC Questions
- nmsk

14 Aug 2024 10:06 - 15 Aug 2024 11:24
Can't set it to OP when configPdos is true was created by nmsk
Can't set it to OP when configPdos is true
Category: EtherCAT
- winyk
- winyk
14 Aug 2024 10:03
Replied by winyk on topic How can I modify trivkins.c? (and also other kinematics files)
How can I modify trivkins.c? (and also other kinematics files)
Category: General LinuxCNC Questions
Time to create page: 0.504 seconds