Search Results (Searched for: )
- macsddau@linuxcnc

19 Jul 2026 10:11 - 19 Jul 2026 10:15
Replied by macsddau@linuxcnc on topic Any idea how to write PP form APT to ngc
Any idea how to write PP form APT to ngc
Category: Post Processors
- rodw

19 Jul 2026 09:56
Replied by rodw on topic Parallel Port - how to invert PWM value
Parallel Port - how to invert PWM value
Category: Installing LinuxCNC
- rodw
19 Jul 2026 09:15
Parallel Port - how to invert PWM value was created by rodw
Parallel Port - how to invert PWM value
Category: Installing LinuxCNC
- rodw
19 Jul 2026 08:21
Replied by rodw on topic LinuxCNC started in error mode
LinuxCNC started in error mode
Category: General LinuxCNC Questions
- Aciera

19 Jul 2026 07:52 - 19 Jul 2026 07:54
Replied by Aciera on topic Gmoccapy tool table not accepting lathe tool angles...
Gmoccapy tool table not accepting lathe tool angles...
Category: Gmoccapy
- besriworld
- besriworld
19 Jul 2026 05:47 - 19 Jul 2026 05:53
Replied by besriworld on topic Mori Seiki MV-Junior Retrofit
Mori Seiki MV-Junior Retrofit
Category: Milling Machines
- abbasezzi
- abbasezzi
19 Jul 2026 05:46
jerking on zero position was created by abbasezzi
jerking on zero position
Category: Forum Questions
- NWE

19 Jul 2026 04:47 - 19 Jul 2026 04:50
Replied by NWE on topic LinuxCNC started in error mode
LinuxCNC started in error mode
Category: General LinuxCNC Questions
- tommylight

19 Jul 2026 02:53
Replied by tommylight on topic LinuxCNC started in error mode
LinuxCNC started in error mode
Category: General LinuxCNC Questions
- DMoneyAllstar
- DMoneyAllstar
19 Jul 2026 02:44
LinuxCNC started in error mode was created by DMoneyAllstar
LinuxCNC started in error mode
Category: General LinuxCNC Questions
- PCW

19 Jul 2026 02:03
Replied by PCW on topic Retrofitting a 3-axis VMC with DC servos - guidance needed
Retrofitting a 3-axis VMC with DC servos - guidance needed
Category: Driver Boards
- Teklectic

19 Jul 2026 00:53
Replied by Teklectic on topic STMBL Driver DC Bus Options
STMBL Driver DC Bus Options
Category: Milling Machines
- Japoo_Ness
- Japoo_Ness
18 Jul 2026 23:53
Replied by Japoo_Ness on topic Retrofitting a 3-axis VMC with DC servos - guidance needed
Retrofitting a 3-axis VMC with DC servos - guidance needed
Category: Driver Boards
- fsabbatini
- fsabbatini
18 Jul 2026 20:46 - 18 Jul 2026 20:49
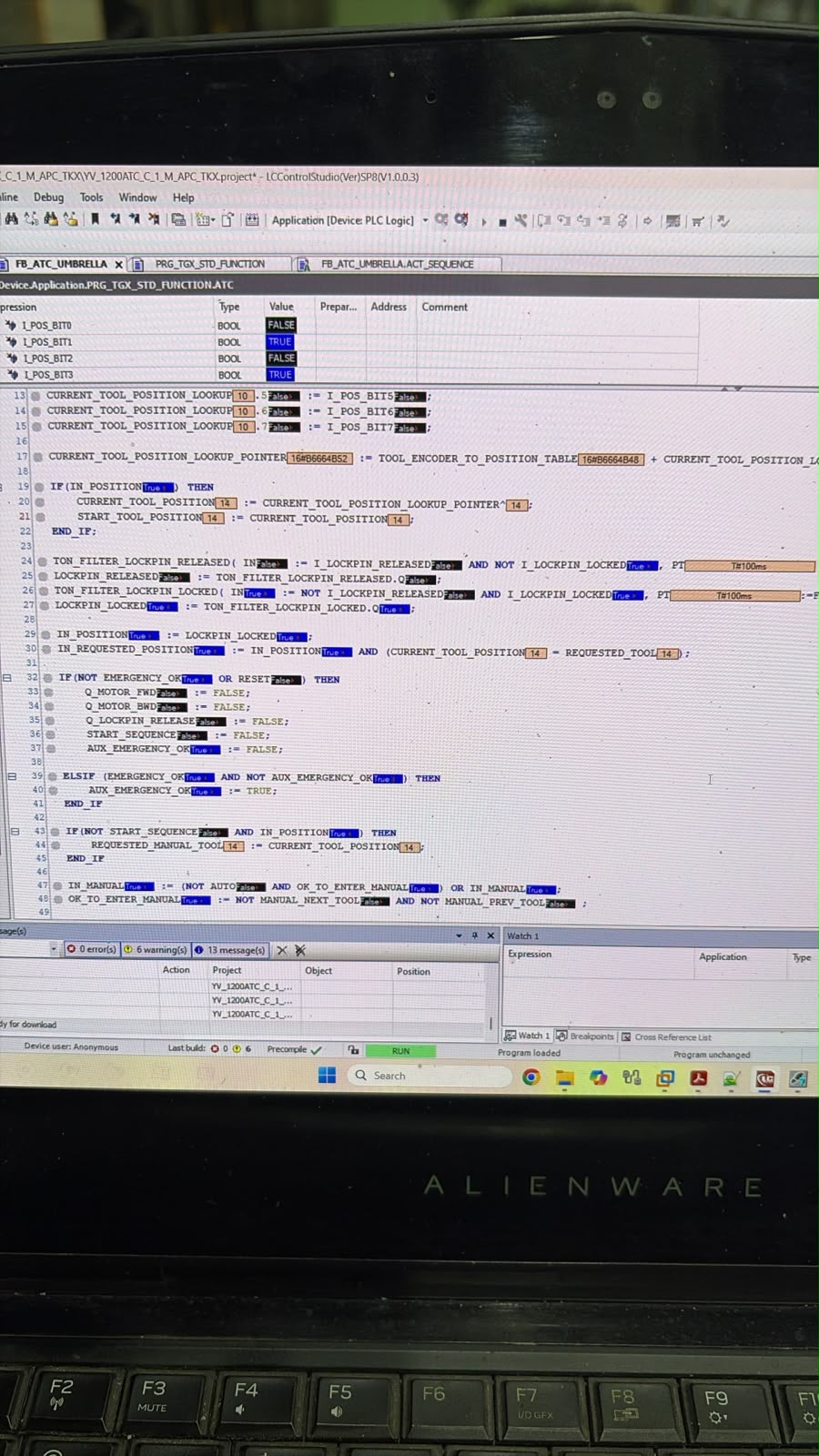
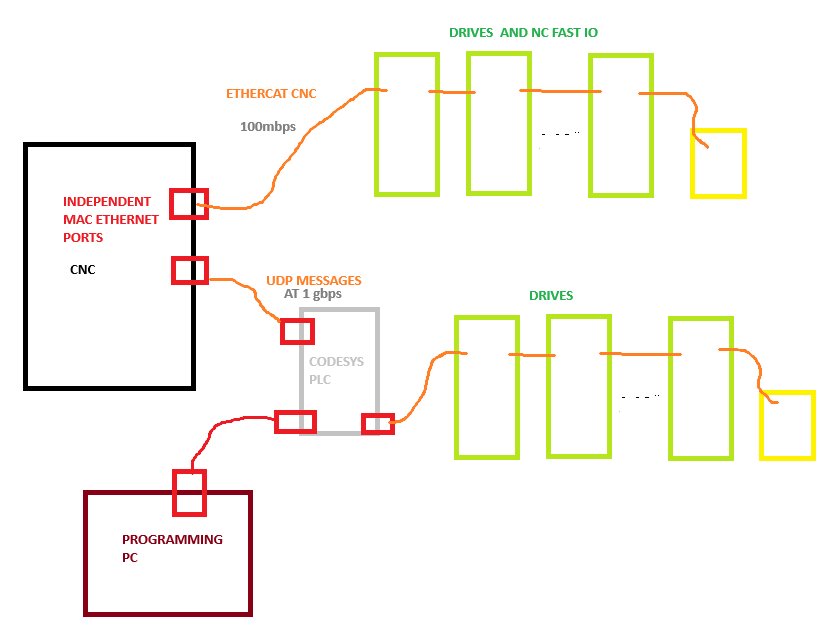
Finally! Codesys PLC Interface done was created by fsabbatini
Finally! Codesys PLC Interface done
Category: Show Your Stuff


- RotarySMP

18 Jul 2026 19:39 - 18 Jul 2026 21:17
Gmoccapy tool table not accepting lathe tool angles... was created by RotarySMP
Gmoccapy tool table not accepting lathe tool angles...
Category: Gmoccapy
Time to create page: 4.259 seconds