Search Results (Searched for: )
- tommylight

23 Apr 2026 20:28
Replied by tommylight on topic New Youtube chanel for CNC .... anything ! toma cnc
New Youtube chanel for CNC .... anything ! toma cnc
Category: Show Your Stuff
- Glite
- Glite
23 Apr 2026 19:25
- emresensoy
- emresensoy
23 Apr 2026 18:51 - 23 Apr 2026 19:20
Replied by emresensoy on topic CAM232 - 2.5 Axis CAM Software (First 2 Code Free, than 1$ for each)
CAM232 - 2.5 Axis CAM Software (First 2 Code Free, than 1$ for each)
Category: Show Your Stuff
- smcivor
- smcivor
23 Apr 2026 18:25
Replied by smcivor on topic New Youtube chanel for CNC .... anything ! toma cnc
New Youtube chanel for CNC .... anything ! toma cnc
Category: Show Your Stuff
- daro
- daro
23 Apr 2026 18:24

- JT

23 Apr 2026 18:15 - 23 Apr 2026 18:18
Replied by JT on topic (Solved) FlexGUI - Multiple spindles?
(Solved) FlexGUI - Multiple spindles?
Category: Flex GUI
- mclien
- mclien
23 Apr 2026 17:48
Replied by mclien on topic retrofitting a Proxon for coin die milling
retrofitting a Proxon for coin die milling
Category: Milling Machines
- papagno-source
- papagno-source
23 Apr 2026 17:20
Replied by papagno-source on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- meister
- meister
23 Apr 2026 16:49
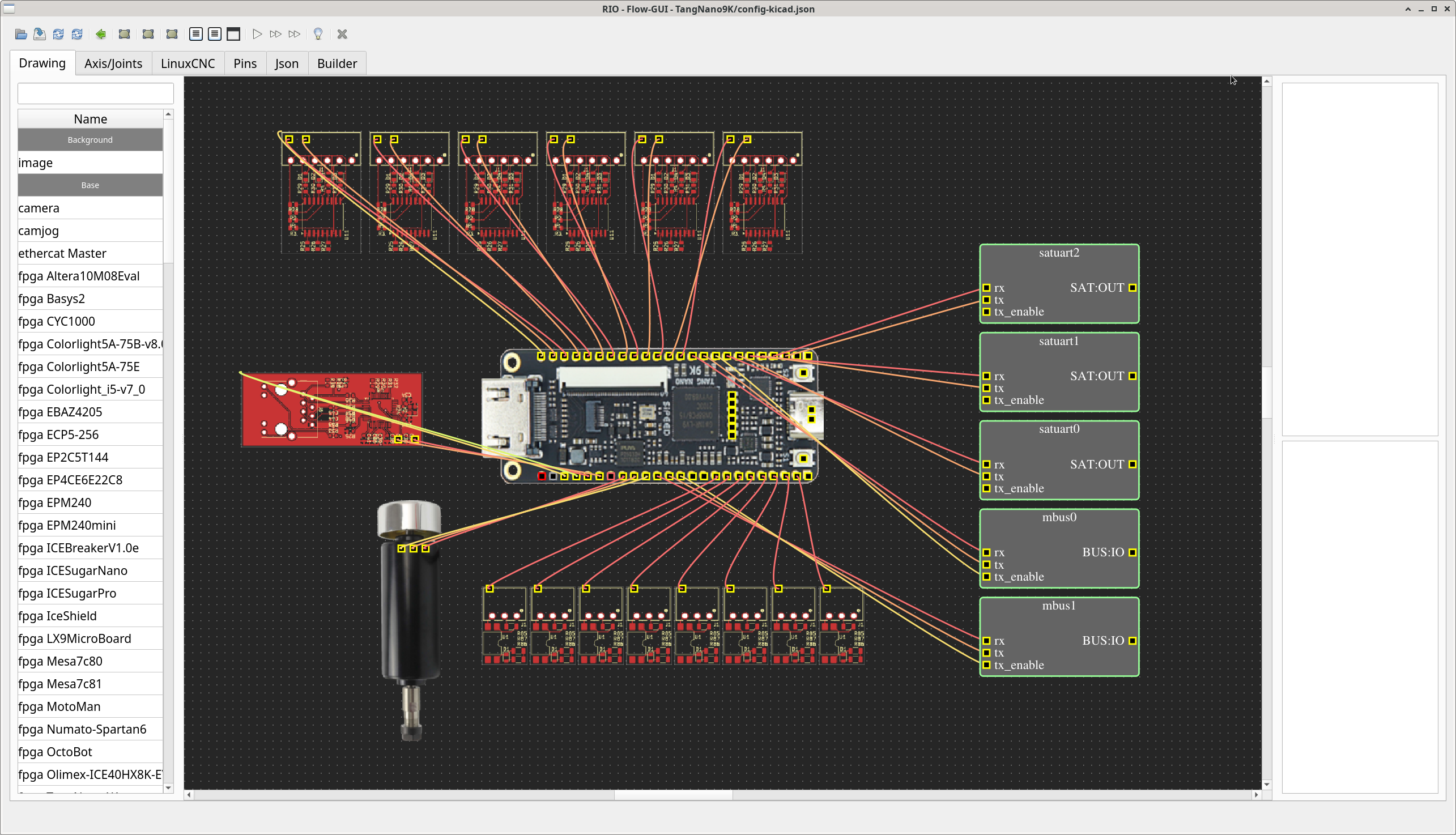
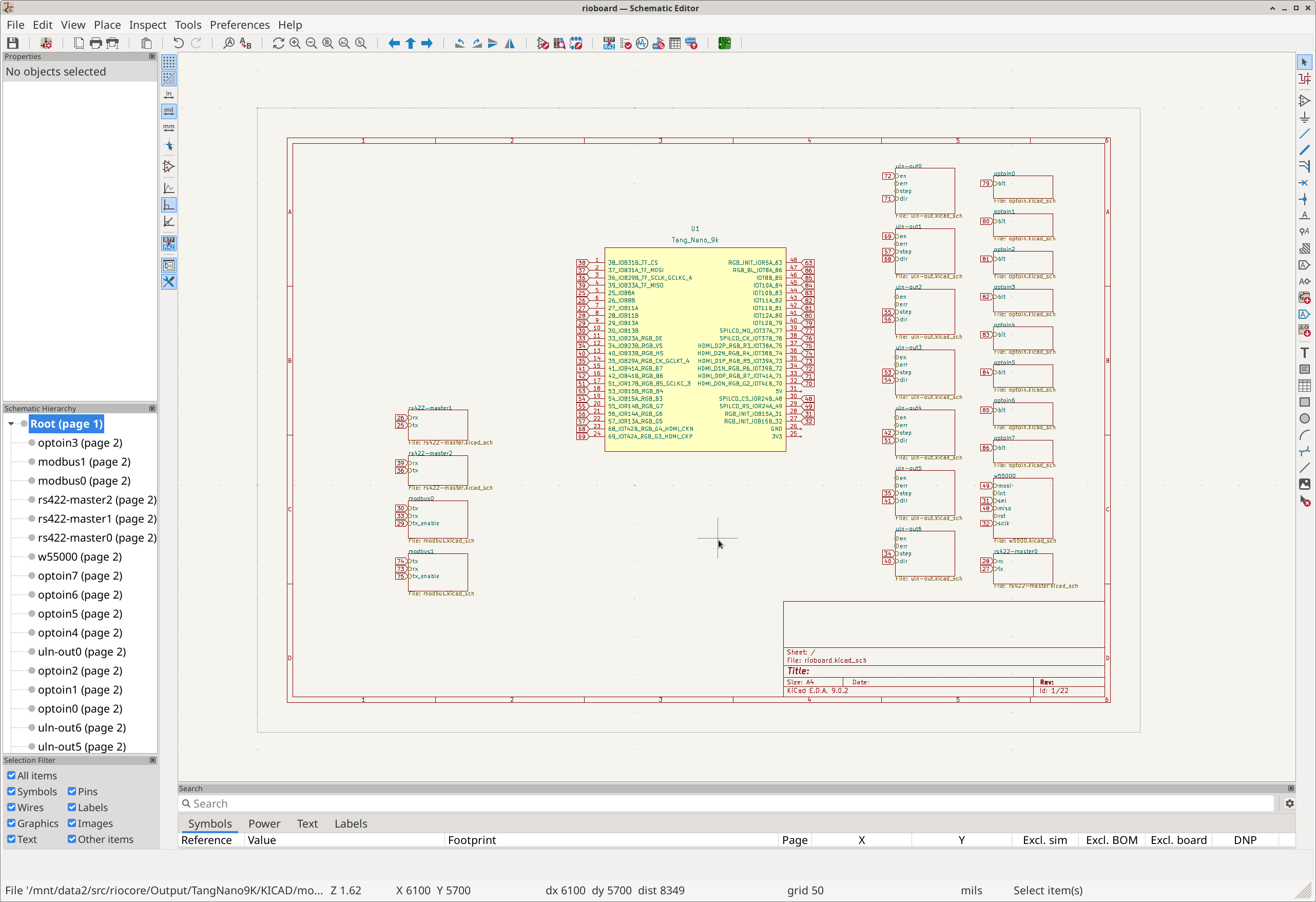
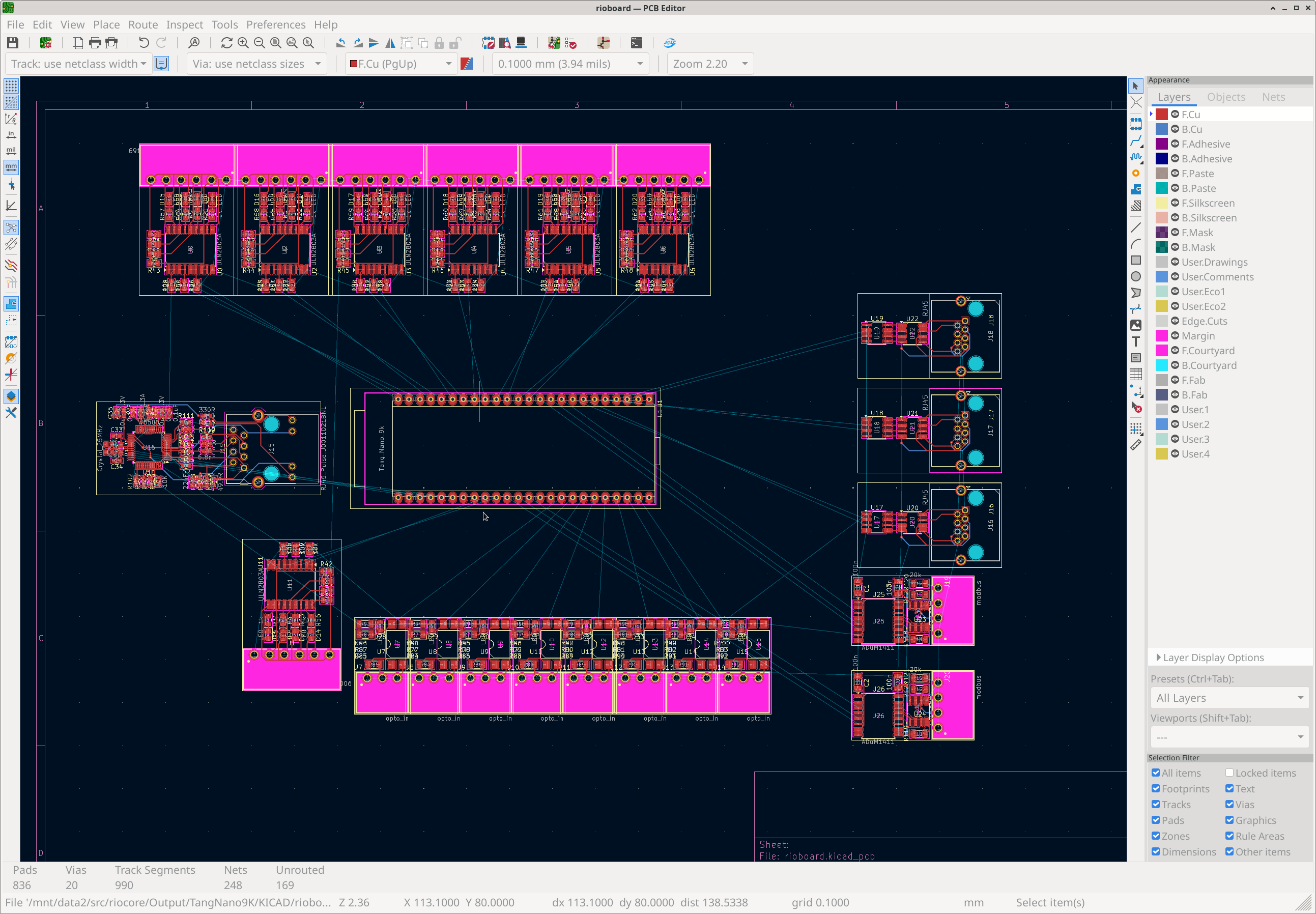
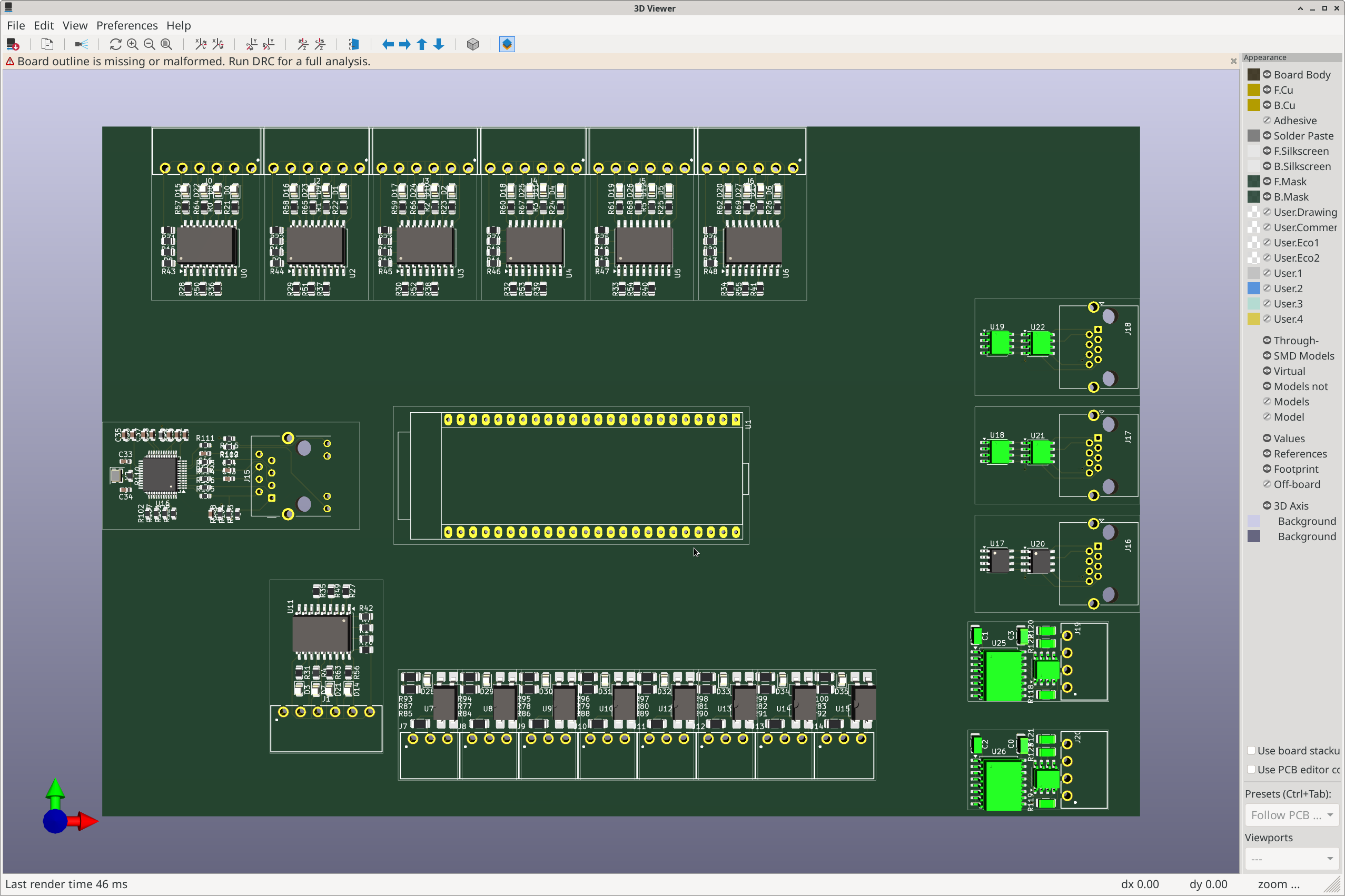
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- spumco
- spumco
23 Apr 2026 16:36 - 23 Apr 2026 16:40
Replied by spumco on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- COFHAL
- COFHAL
23 Apr 2026 16:18
- Surmetall

23 Apr 2026 15:02 - 23 Apr 2026 15:05
Replied by Surmetall on topic LinuxCNC and Beckhoff AX5000 servo drives
LinuxCNC and Beckhoff AX5000 servo drives
Category: EtherCAT
- Ul
- Ul
23 Apr 2026 14:45
Replied by Ul on topic Tipps für aktuelle LinuxCNC Hardware gesucht
Tipps für aktuelle LinuxCNC Hardware gesucht
Category: Deutsch
- Ul
- Ul
23 Apr 2026 14:35
Replied by Ul on topic Tipps für aktuelle LinuxCNC Hardware gesucht
Tipps für aktuelle LinuxCNC Hardware gesucht
Category: Deutsch

- Jimnyx
- Jimnyx
23 Apr 2026 12:12
Replied by Jimnyx on topic Tipps für aktuelle LinuxCNC Hardware gesucht
Tipps für aktuelle LinuxCNC Hardware gesucht
Category: Deutsch

Time to create page: 0.458 seconds