Search Results (Searched for: )
- MaHa
- MaHa
22 Feb 2025 15:41
Replied by MaHa on topic global named parameter error
global named parameter error
Category: General LinuxCNC Questions
- jyeomans
- jyeomans
22 Feb 2025 15:24
- Grotius

22 Feb 2025 15:02
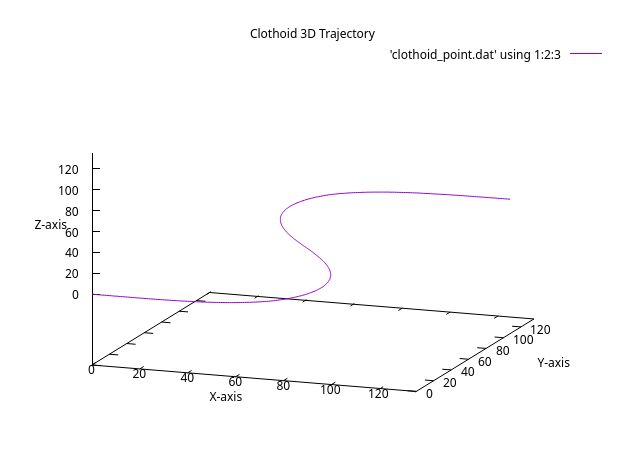
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions

- WKS-3D

22 Feb 2025 13:11 - 22 Feb 2025 13:14
Abfrage Werkzeugrevolver verschlossen was created by WKS-3D
Abfrage Werkzeugrevolver verschlossen
Category: Deutsch
- JT

22 Feb 2025 12:47
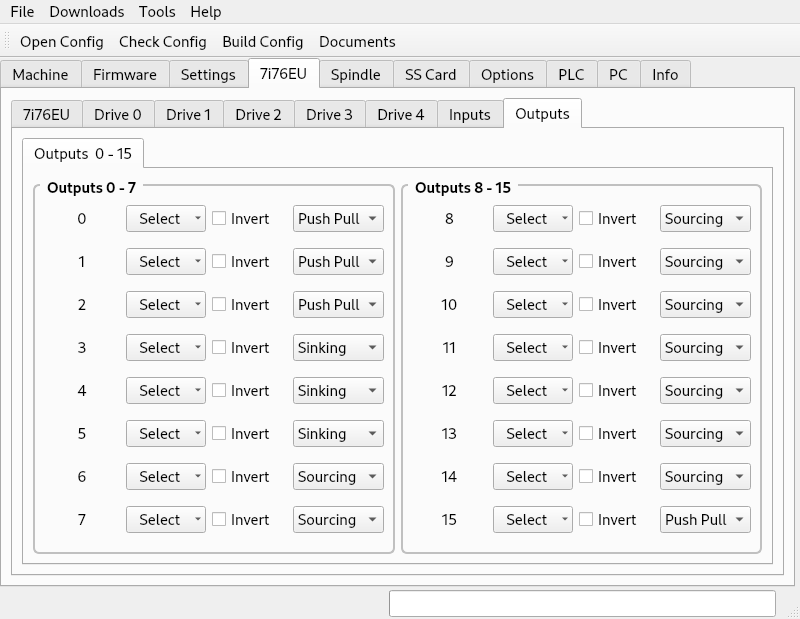
Replied by JT on topic Mesa Configuration Tool
Mesa Configuration Tool
Category: Configuration Tools
- JuFu
- JuFu
22 Feb 2025 12:11
- Hakan
- Hakan
22 Feb 2025 12:05 - 22 Feb 2025 12:11
Replied by Hakan on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- Yaroslav
- Yaroslav
22 Feb 2025 11:55
- MaxEkb77

22 Feb 2025 11:31
global named parameter error was created by MaxEkb77
global named parameter error
Category: General LinuxCNC Questions
- Nserega.90
- Nserega.90
22 Feb 2025 10:35 - 22 Feb 2025 11:10
- RDA
- RDA
22 Feb 2025 10:32
Replied by RDA on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- jjdege

22 Feb 2025 10:28 - 22 Feb 2025 16:51
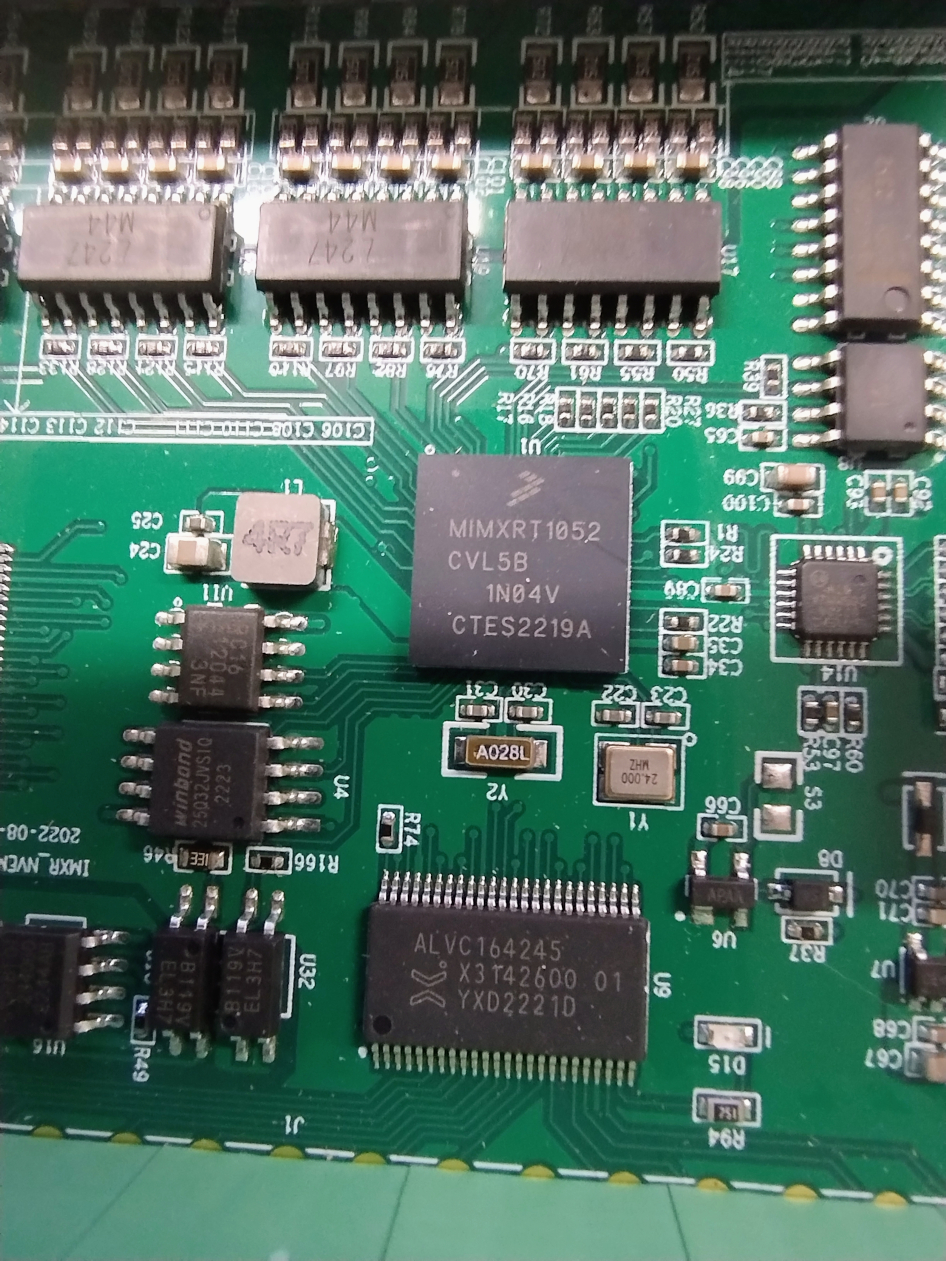
Replied by jjdege on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware

- timo
- timo
22 Feb 2025 09:40
How to integrate manual spindle lock into Axis GUI? was created by timo
How to integrate manual spindle lock into Axis GUI?
Category: General LinuxCNC Questions
- unknown
- unknown
22 Feb 2025 09:33
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- cmorley
- cmorley
22 Feb 2025 09:15
Replied by cmorley on topic development of a qt version of ncam
development of a qt version of ncam
Category: Qtvcp
Time to create page: 1.082 seconds