Search Results (Searched for: )
- Aciera

15 Jan 2025 13:59
Replied by Aciera on topic Using G64 with M66 for smooth robot control
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- liutas4x4
- liutas4x4
15 Jan 2025 13:45 - 15 Jan 2025 13:46
Replied by liutas4x4 on topic Connecting to FANUC αi-B βi-B (62XX) series servos to LinuxCNC system?
Connecting to FANUC αi-B βi-B (62XX) series servos to LinuxCNC system?
Category: Driver Boards
- hellvetica
- hellvetica
15 Jan 2025 13:19
Replied by hellvetica on topic Using G64 with M66 for smooth robot control
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- CNC_Bot
- CNC_Bot
15 Jan 2025 12:58
- mat1370
- mat1370
15 Jan 2025 12:55
Replied by mat1370 on topic Linuxcnc-ethercat: undefined symbol: ecrt_slave_config_sdo
Linuxcnc-ethercat: undefined symbol: ecrt_slave_config_sdo
Category: Installing LinuxCNC
- Aciera
15 Jan 2025 12:53 - 15 Jan 2025 12:58
Replied by Aciera on topic LinuxCNC with OKUMA OSP MX-55VA
LinuxCNC with OKUMA OSP MX-55VA
Category: Basic Configuration
- Aciera
15 Jan 2025 12:43
Replied by Aciera on topic Using G64 with M66 for smooth robot control
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- programador

15 Jan 2025 12:29 - 15 Jan 2025 12:30
- hellvetica
- hellvetica
15 Jan 2025 12:23
Using G64 with M66 for smooth robot control was created by hellvetica
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- programador
15 Jan 2025 12:18
Replied by programador on topic LinuxCNC with OKUMA OSP MX-55VA
LinuxCNC with OKUMA OSP MX-55VA
Category: Basic Configuration
- timo
- timo
15 Jan 2025 11:13 - 15 Jan 2025 11:18
Replied by timo on topic Can the stepgen LPT work in conjunction with the mesa card?
Can the stepgen LPT work in conjunction with the mesa card?
Category: General LinuxCNC Questions
- tivoi

15 Jan 2025 10:58
- nicton
- nicton
15 Jan 2025 09:04
Replied by nicton on topic Can the stepgen LPT work in conjunction with the mesa card?
Can the stepgen LPT work in conjunction with the mesa card?
Category: General LinuxCNC Questions
- Aciera
15 Jan 2025 08:27
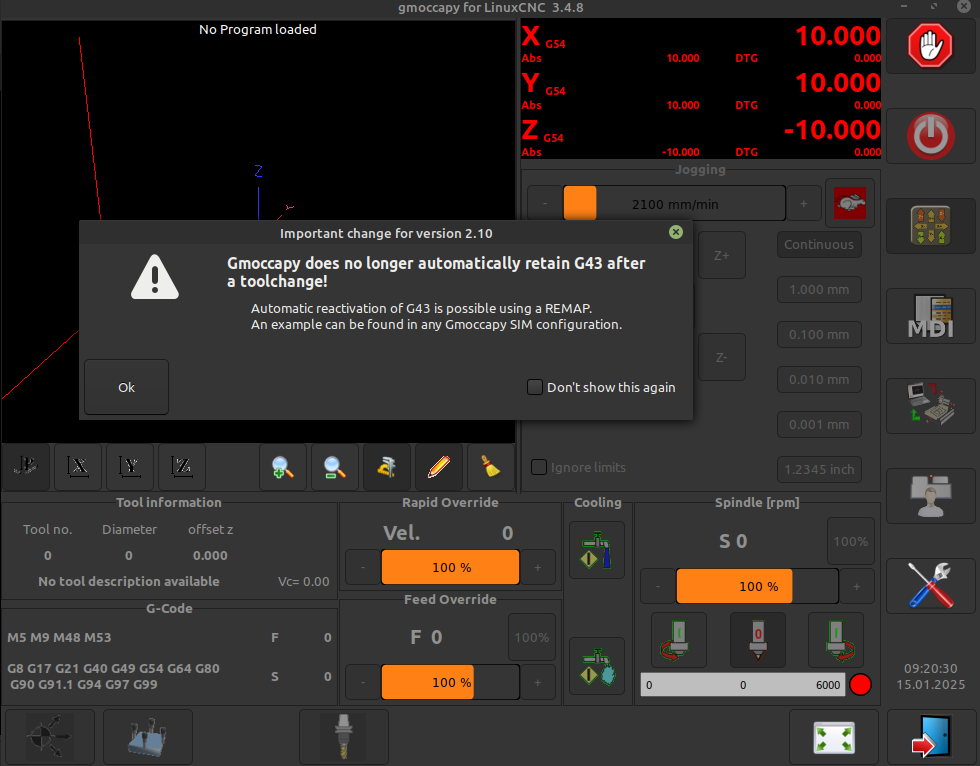
Replied by Aciera on topic LCNC 2.10 - Ask for AUTOMATIC_G43
LCNC 2.10 - Ask for AUTOMATIC_G43
Category: Gmoccapy
- Aciera
15 Jan 2025 08:17 - 15 Jan 2025 08:22
Replied by Aciera on topic LCNC 2.10 - Ask for AUTOMATIC_G43
LCNC 2.10 - Ask for AUTOMATIC_G43
Category: Gmoccapy
Time to create page: 0.452 seconds