Search Results (Searched for: )
- Emanresu
- Emanresu
11 Jun 2024 19:29
Replied by Emanresu on topic Fusions CAM drives me crazy - Axis out of bounds
Fusions CAM drives me crazy - Axis out of bounds
Category: Fusion 360
- scda

11 Jun 2024 19:12
Replied by scda on topic Mesa 7i95T: Smartserial Port 2 for Mesa Modbus RS485
Mesa 7i95T: Smartserial Port 2 for Mesa Modbus RS485
Category: Driver Boards
- PCW

11 Jun 2024 18:58
- vally72
- vally72
11 Jun 2024 18:08
Confusion about steplen and dirhold was created by vally72
Confusion about steplen and dirhold
Category: General LinuxCNC Questions
- redeye_joe

11 Jun 2024 17:30
use a older snapon plasma50 for DIY CNC was created by redeye_joe
use a older snapon plasma50 for DIY CNC
Category: Plasmac
- Clive S
- Clive S
11 Jun 2024 16:36
- PCW
11 Jun 2024 16:35
- Clive S
- Clive S
11 Jun 2024 16:30
- PCW
11 Jun 2024 16:22
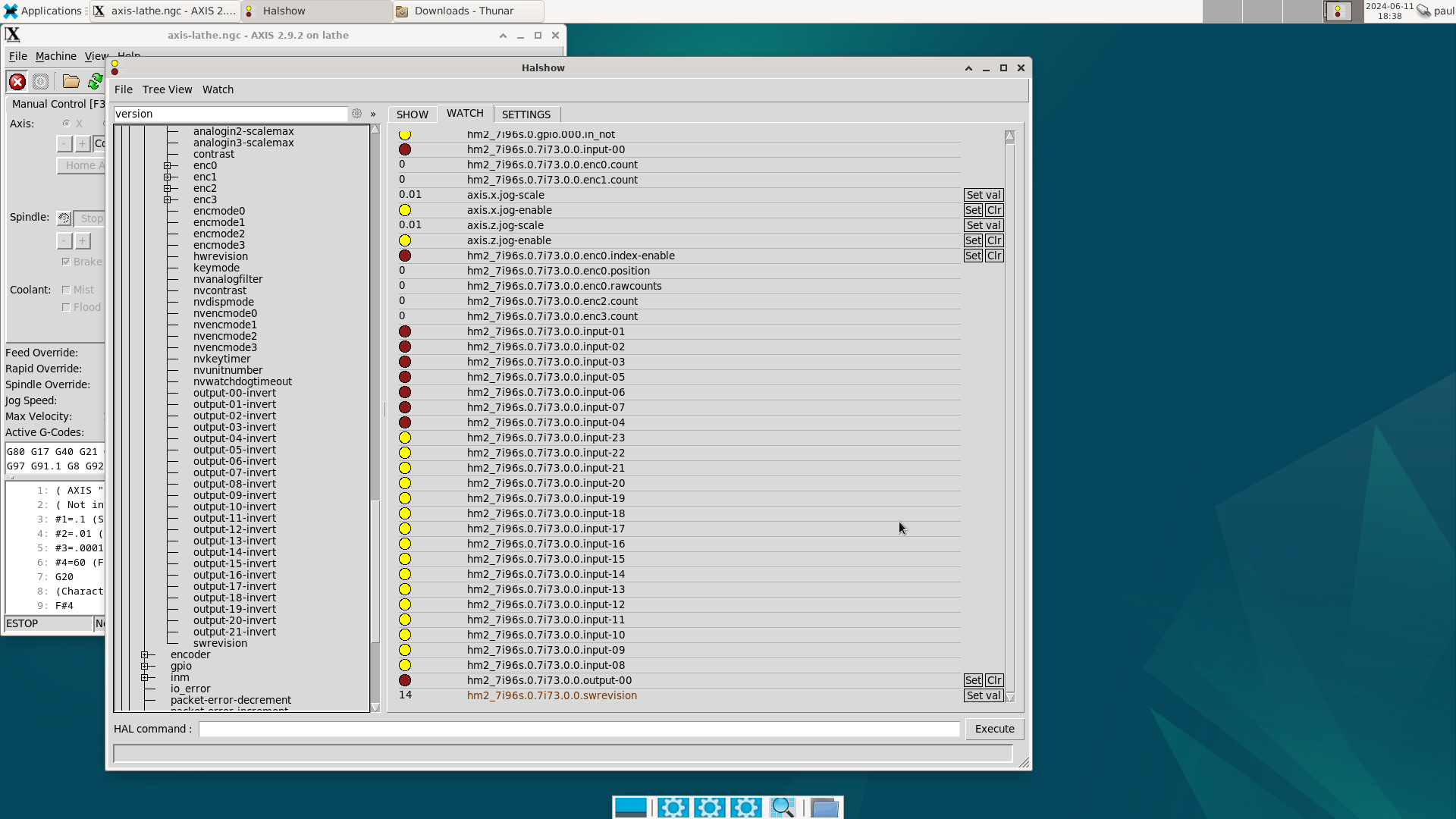
Replied by PCW on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- vibram
- vibram
11 Jun 2024 16:14
Replied by vibram on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- spumco
- spumco
11 Jun 2024 16:14
Replied by spumco on topic Z-axis homing - Y-axis tuning - ClearPath servo firmware updates
Z-axis homing - Y-axis tuning - ClearPath servo firmware updates
Category: General LinuxCNC Questions
- stonebite
- stonebite
11 Jun 2024 15:56
Replied by stonebite on topic PNCconf 7i92H and 7i76
PNCconf 7i92H and 7i76
Category: PnCConf Wizard
- PCW
11 Jun 2024 15:45
Replied by PCW on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- vibram
- vibram
11 Jun 2024 15:39
Replied by vibram on topic 7i73 seems to be correctly installed but not working
7i73 seems to be correctly installed but not working
Category: Driver Boards
- spumco
- spumco
11 Jun 2024 15:33
Replied by spumco on topic Schaublin 125-CNC retrofit.
Schaublin 125-CNC retrofit.
Category: Turning
")
Time to create page: 0.459 seconds