Search Results (Searched for: )
- rodw

22 Jun 2026 05:23
Replied by rodw on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- jazzkramer
- jazzkramer
22 Jun 2026 04:24
Replied by jazzkramer on topic PM-940TV 7i96s spindle virtual potentiometer config help
PM-940TV 7i96s spindle virtual potentiometer config help
Category: Basic Configuration
")
- PCW

22 Jun 2026 04:19
Replied by PCW on topic PM-940TV 7i96s spindle virtual potentiometer config help
PM-940TV 7i96s spindle virtual potentiometer config help
Category: Basic Configuration
- spumco
- spumco
22 Jun 2026 04:08
Replied by spumco on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- spumco
- spumco
22 Jun 2026 03:53
Replied by spumco on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- jazzkramer
- jazzkramer
22 Jun 2026 03:50 - 22 Jun 2026 04:10
Replied by jazzkramer on topic PM-940TV 7i96s spindle virtual potentiometer config help
PM-940TV 7i96s spindle virtual potentiometer config help
Category: Basic Configuration
- jazzkramer
- jazzkramer
22 Jun 2026 02:31 - 22 Jun 2026 02:40
PM-940TV 7i96s spindle virtual potentiometer config help was created by jazzkramer
PM-940TV 7i96s spindle virtual potentiometer config help
Category: Basic Configuration
- grandixximo

22 Jun 2026 02:29 - 22 Jun 2026 02:50
Replied by grandixximo on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- RNJFAB
- RNJFAB
21 Jun 2026 23:46
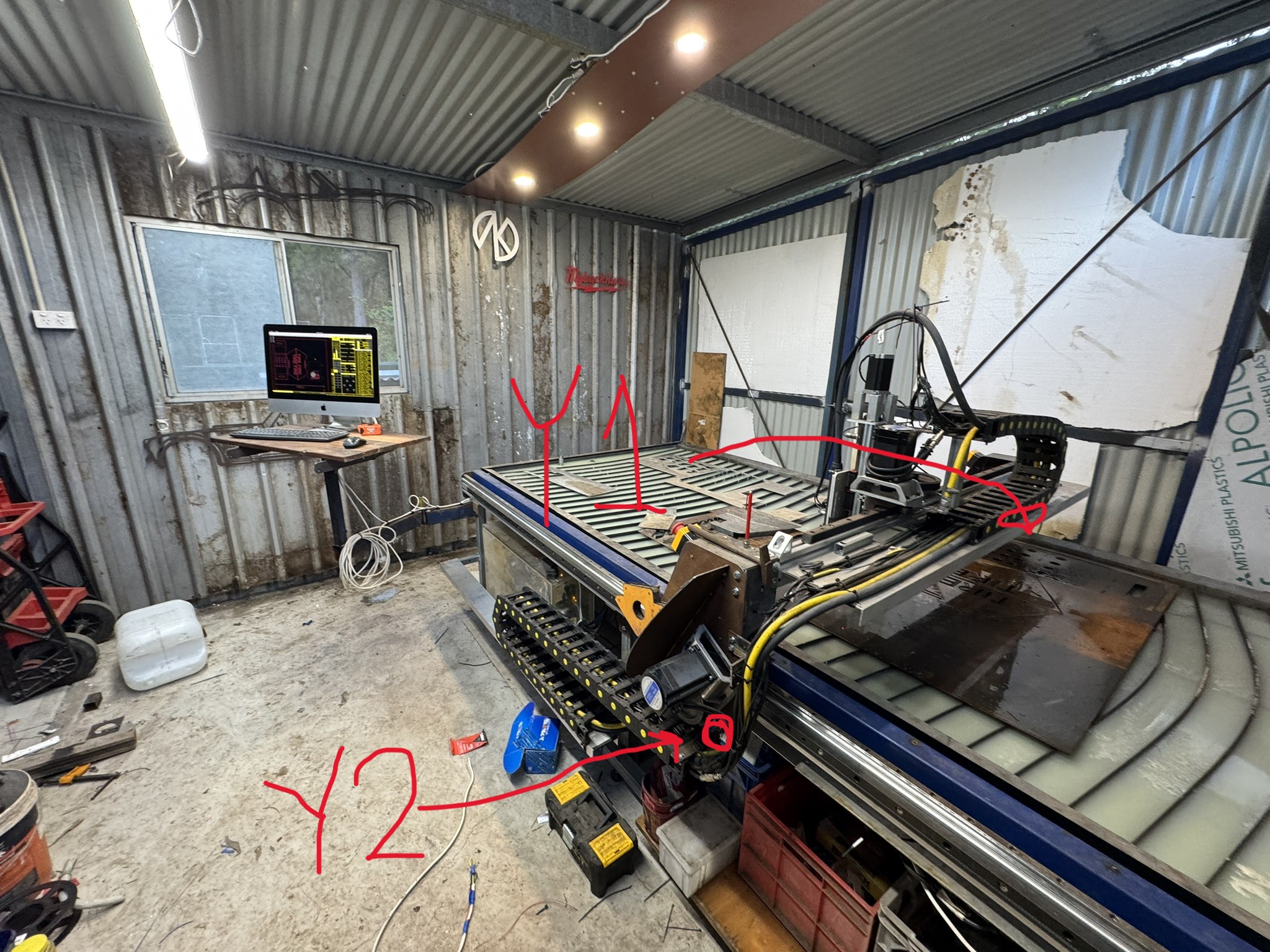
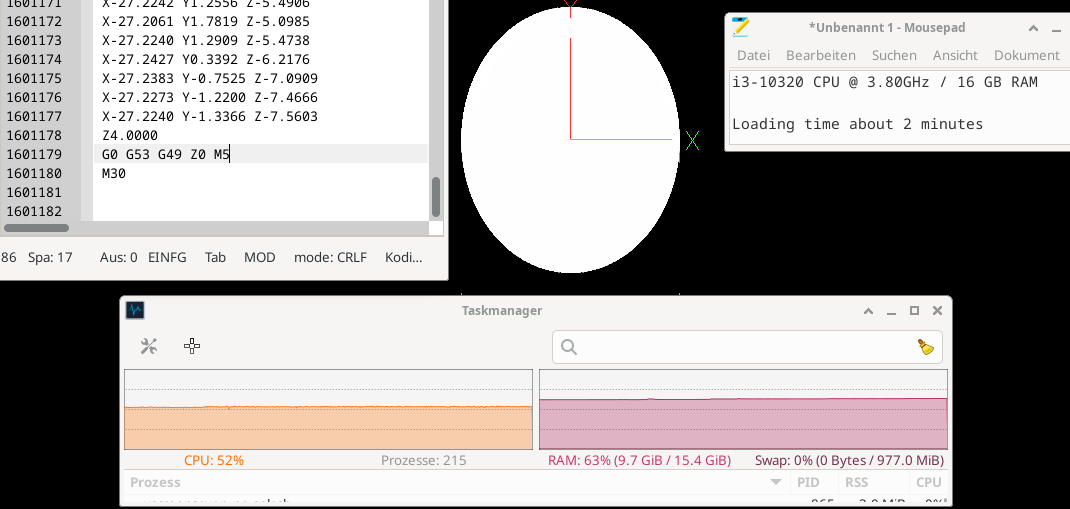
Replied by RNJFAB on topic Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Category: Show Your Stuff
- spumco
- spumco
21 Jun 2026 22:09
- tommylight

21 Jun 2026 21:30
Replied by tommylight on topic Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Category: Show Your Stuff
- RNJFAB
- RNJFAB
21 Jun 2026 20:45
Replied by RNJFAB on topic Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Homemade CNC Plasma - hypertherm, Mesa, gear drives, nema 34.
Category: Show Your Stuff
- MaHa
- MaHa
21 Jun 2026 19:13
- spumco
- spumco
21 Jun 2026 18:14
Replied by spumco on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- spumco
- spumco
21 Jun 2026 17:48
Replied by spumco on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
Time to create page: 0.283 seconds