Search Results (Searched for: )
- PCW

29 Apr 2025 17:33
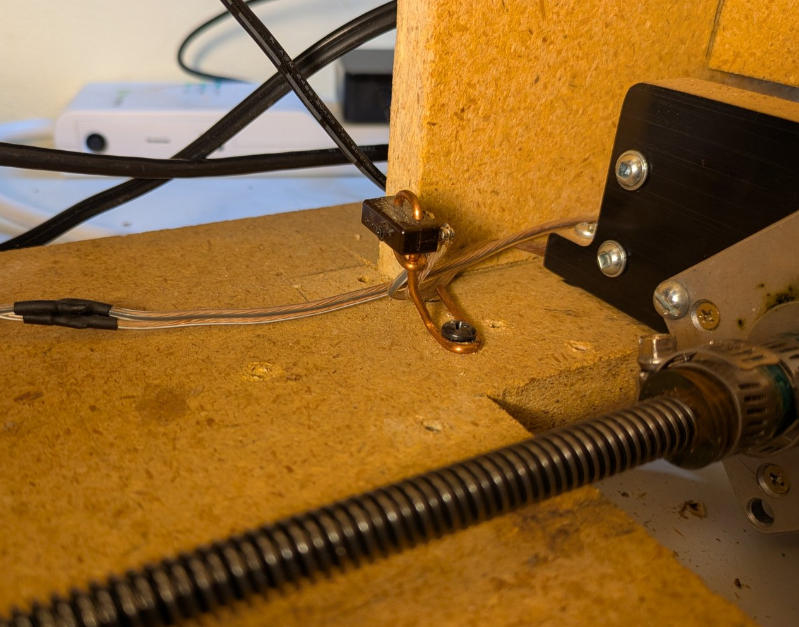
Replied by PCW on topic Using npn Inductive sensor for end stop.
Using npn Inductive sensor for end stop.
Category: Basic Configuration
- cakeslob
- cakeslob
29 Apr 2025 17:03
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- santy
- santy
29 Apr 2025 16:24 - 29 Apr 2025 16:28
EtherCAT + 7i96s + Internet Success was created by santy
EtherCAT + 7i96s + Internet Success
Category: EtherCAT
- DarkPhoinix
- DarkPhoinix
29 Apr 2025 16:10 - 29 Apr 2025 16:18
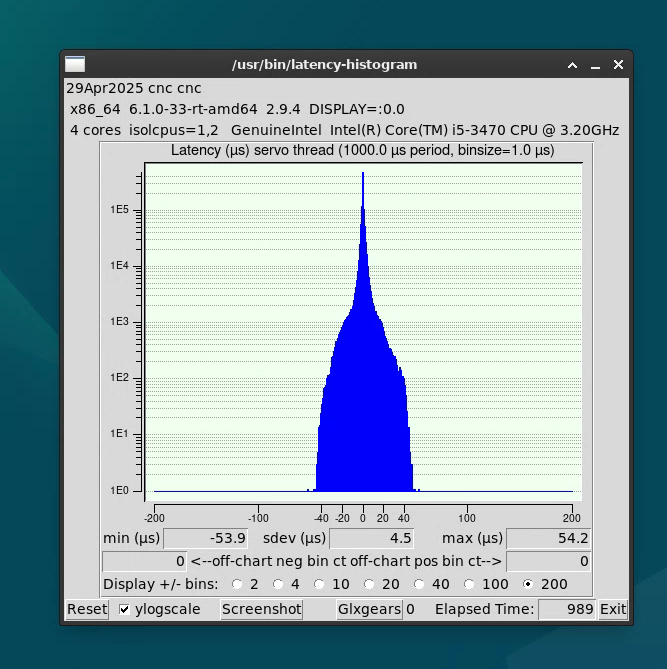
Replied by DarkPhoinix on topic [SOLVED]linuxcnc Latency test ambiguous results
[SOLVED]linuxcnc Latency test ambiguous results
Category: General LinuxCNC Questions
- Spyderbreath

29 Apr 2025 15:43
Replied by Spyderbreath on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- DarkPhoinix
- DarkPhoinix
29 Apr 2025 15:42 - 29 Apr 2025 15:45
Replied by DarkPhoinix on topic [SOLVED]linuxcnc Latency test ambiguous results
[SOLVED]linuxcnc Latency test ambiguous results
Category: General LinuxCNC Questions
- pgf
- pgf
29 Apr 2025 15:28
Replied by pgf on topic "From scraps were ye made, and scraps ye shall be!"
"From scraps were ye made, and scraps ye shall be!"
Category: Show Your Stuff
") I was hoping to use the "emergency off" switch plate from our old oil burner, but I guess I tossed it at some point. So I "had" to paint another one red.
I was hoping to use the "emergency off" switch plate from our old oil burner, but I guess I tossed it at some point. So I "had" to paint another one red.- PCW
29 Apr 2025 15:06
Replied by PCW on topic motor-0-position error beim Abbremsen aus 4-7,5 m/min
motor-0-position error beim Abbremsen aus 4-7,5 m/min
Category: Deutsch
- Mother Canucker
- Mother Canucker
29 Apr 2025 14:57
Replied by Mother Canucker on topic Tandem Y Axis in stepconf assistance.
Tandem Y Axis in stepconf assistance.
Category: StepConf Wizard
- MarkoPolo
- MarkoPolo
29 Apr 2025 14:48
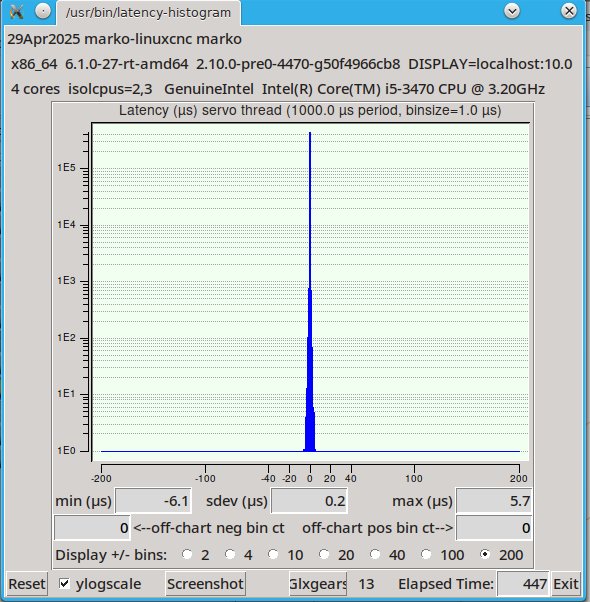
Replied by MarkoPolo on topic [SOLVED]linuxcnc Latency test ambiguous results
[SOLVED]linuxcnc Latency test ambiguous results
Category: General LinuxCNC Questions
- tommylight

29 Apr 2025 14:20
Replied by tommylight on topic "From scraps were ye made, and scraps ye shall be!"
"From scraps were ye made, and scraps ye shall be!"
Category: Show Your Stuff
- Hakan
- Hakan
29 Apr 2025 13:58
Replied by Hakan on topic EtherCAT and selfmade driver
EtherCAT and selfmade driver
Category: EtherCAT
- Daz
- Daz
29 Apr 2025 12:17
Replied by Daz on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Rune_cnc
- Rune_cnc
29 Apr 2025 12:10
Using npn Inductive sensor for end stop. was created by Rune_cnc
Using npn Inductive sensor for end stop.
Category: Basic Configuration
- pgf
- pgf
29 Apr 2025 11:57
"From scraps were ye made, and scraps ye shall be!" was created by pgf
"From scraps were ye made, and scraps ye shall be!"
Category: Show Your Stuff



Time to create page: 0.548 seconds