Search Results (Searched for: )
- Stran_ge
- Stran_ge
24 Oct 2024 21:08
Replied by Stran_ge on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- PCW

24 Oct 2024 20:56 - 24 Oct 2024 20:56
Replied by PCW on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- Stran_ge
- Stran_ge
24 Oct 2024 20:36
Replied by Stran_ge on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- cakeslob
- cakeslob
24 Oct 2024 20:34
Replied by cakeslob on topic Machine moves when you stop program in the middle
Machine moves when you stop program in the middle
Category: General LinuxCNC Questions
- PCW
24 Oct 2024 20:30
Replied by PCW on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- Stran_ge
- Stran_ge
24 Oct 2024 20:22 - 24 Oct 2024 20:28
Replied by Stran_ge on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- PCW
24 Oct 2024 20:14
Replied by PCW on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- tommylight

24 Oct 2024 20:10
Replied by tommylight on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- Stran_ge
- Stran_ge
24 Oct 2024 20:08
Replied by Stran_ge on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- PCW
24 Oct 2024 19:56
Replied by PCW on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- besriworld
- besriworld
24 Oct 2024 19:40 - 26 Oct 2024 21:46
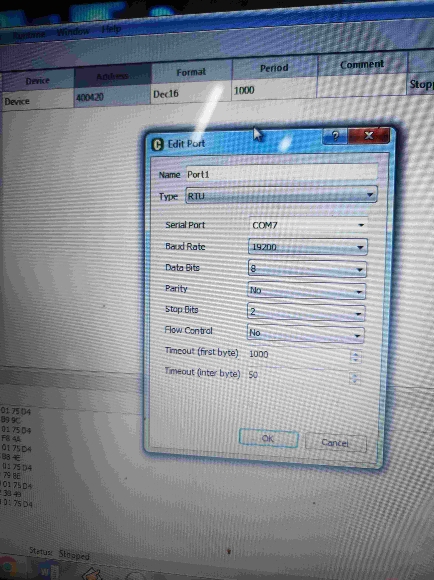
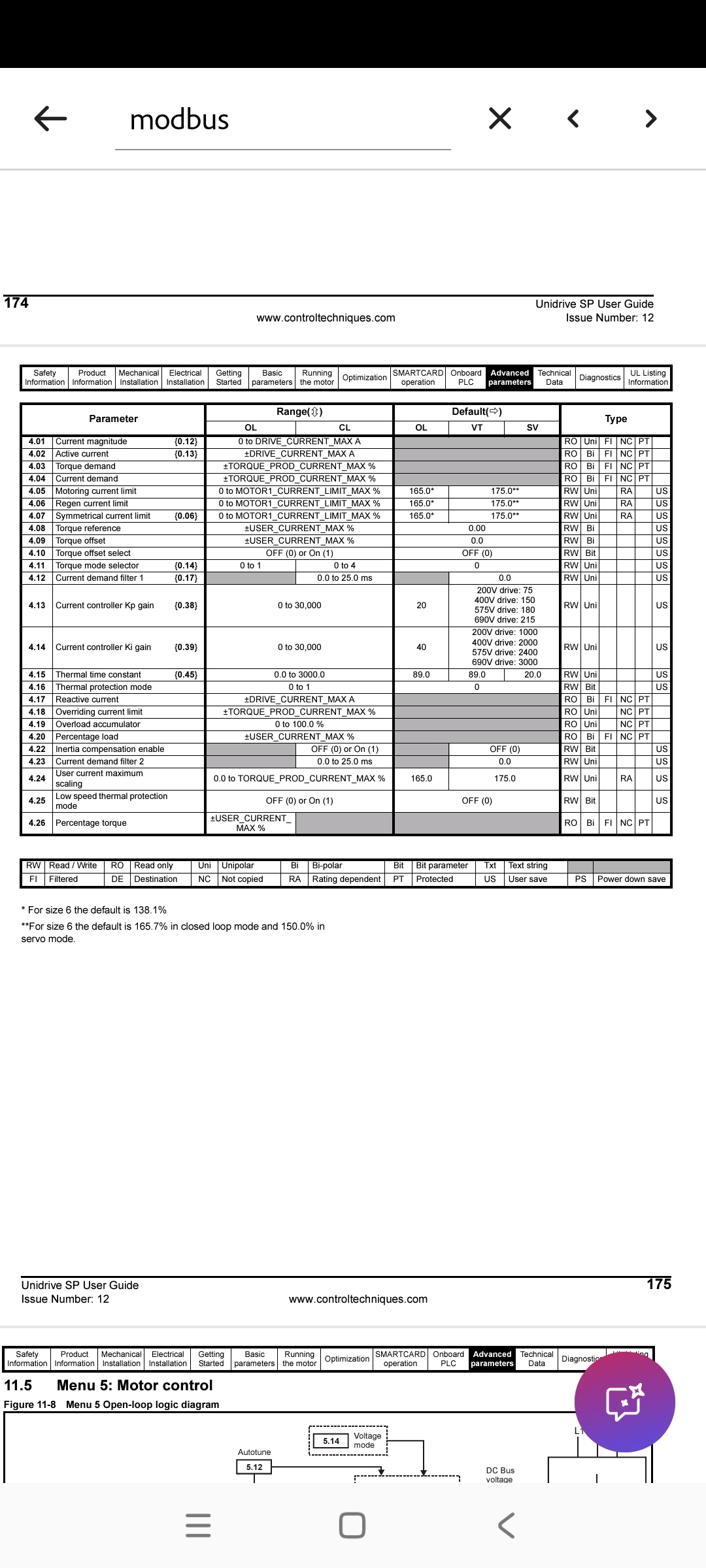
Replied by besriworld on topic Modbus Help - MB2HAL
Modbus Help - MB2HAL
Category: General LinuxCNC Questions
- RyanB

24 Oct 2024 19:31
Replied by RyanB on topic Could use some help with a tandem axis homing issue
Could use some help with a tandem axis homing issue
Category: Basic Configuration
- mylastpolo
- mylastpolo
24 Oct 2024 19:24
Replied by mylastpolo on topic Fanuc Servos Single Phase
Fanuc Servos Single Phase
Category: Computers and Hardware
- Stran_ge
- Stran_ge
24 Oct 2024 19:22
Replied by Stran_ge on topic Spindle servo step/dir Problems
Spindle servo step/dir Problems
Category: Advanced Configuration
- Grotius

24 Oct 2024 19:12
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
Time to create page: 1.557 seconds