Search Results (Searched for: )
- tommylight

22 Oct 2024 02:38
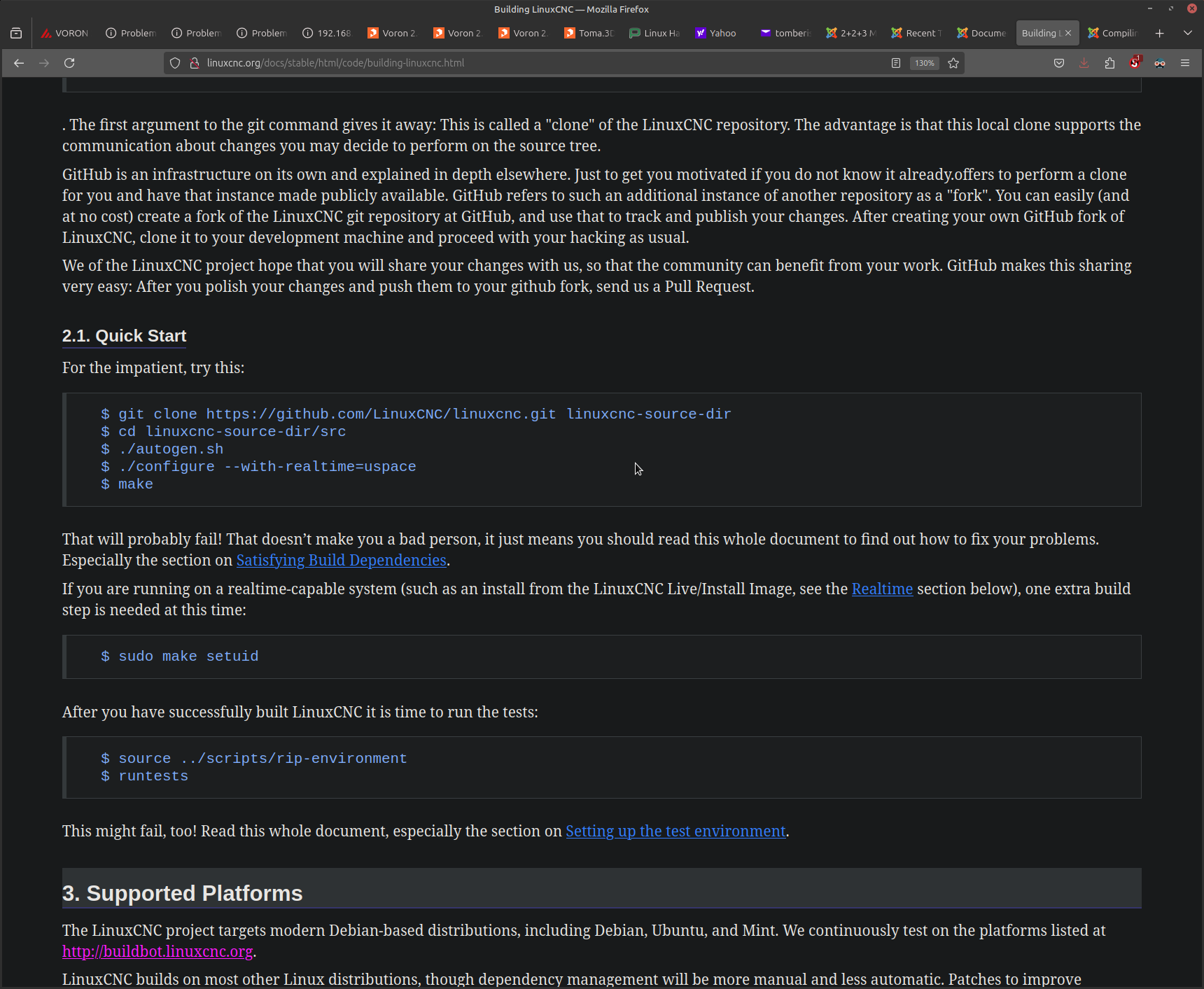
Replied by tommylight on topic Compiling linuxcnc with source code on Debian12 resulted in an error
Compiling linuxcnc with source code on Debian12 resulted in an error
Category: Installing LinuxCNC
- yuyu
- yuyu
22 Oct 2024 01:21 - 22 Oct 2024 01:22
- tommylight
22 Oct 2024 01:11 - 22 Oct 2024 01:19

")
- tommylight
22 Oct 2024 01:06
Replied by tommylight on topic Example of HAL configuration for plasma torch height control with THCAD2 7i96s
Example of HAL configuration for plasma torch height control with THCAD2 7i96s
Category: HAL Examples
- tommylight
22 Oct 2024 00:52
- tommylight
22 Oct 2024 00:48
Replied by tommylight on topic Mesa 7i96s torch on/off connection
Mesa 7i96s torch on/off connection
Category: Driver Boards
- tommylight
22 Oct 2024 00:39
- tommylight
22 Oct 2024 00:33
Replied by tommylight on topic linuxcnc-esp32 Software Stepping over Ethernet Using ESP32
linuxcnc-esp32 Software Stepping over Ethernet Using ESP32
Category: Computers and Hardware
- okielaxplyr
- okielaxplyr
22 Oct 2024 00:18 - 22 Oct 2024 00:26
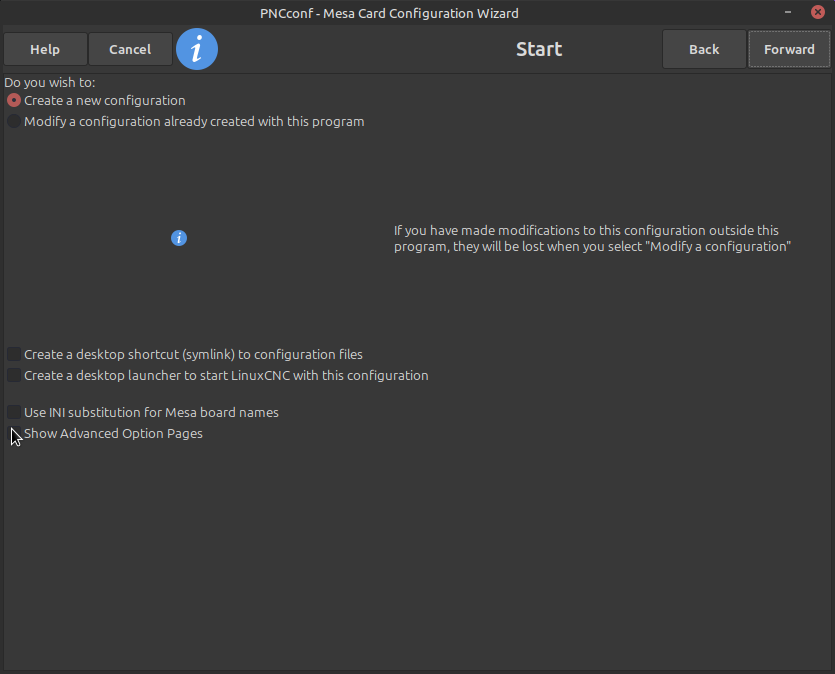
Replied by okielaxplyr on topic PNCconfig error
PNCconfig error
Category: General LinuxCNC Questions
- ric812
- ric812
21 Oct 2024 23:51
Replied by ric812 on topic Mesa 7i96s torch on/off connection
Mesa 7i96s torch on/off connection
Category: Driver Boards
- tommylight
21 Oct 2024 23:21
Replied by tommylight on topic Mesa 7i77 + 5I25T Configuration Issues
Mesa 7i77 + 5I25T Configuration Issues
Category: Driver Boards
- digiex_chris
- digiex_chris
21 Oct 2024 23:18
Surface Grinder cnc conversion advise was created by digiex_chris
Surface Grinder cnc conversion advise
Category: General LinuxCNC Questions
- tommylight
21 Oct 2024 23:15
Replied by tommylight on topic Knuth Mark Super CNC Retrofit - need some help with my first LinuxCNC
Knuth Mark Super CNC Retrofit - need some help with my first LinuxCNC
Category: Milling Machines
- zmrdko

21 Oct 2024 23:13
Replied by zmrdko on topic M6 remap with tool_touch_off.ngc causing gcode parser to fail
M6 remap with tool_touch_off.ngc causing gcode parser to fail
Category: QtPyVCP
- PCW

21 Oct 2024 22:59
Replied by PCW on topic Mesa 7i77 + 5I25T Configuration Issues
Mesa 7i77 + 5I25T Configuration Issues
Category: Driver Boards
Time to create page: 0.434 seconds