Search Results (Searched for: )
- sajurcaju
- sajurcaju
19 Oct 2024 13:03
- Aciera

19 Oct 2024 13:02
Replied by Aciera on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- Nixus
- Nixus
19 Oct 2024 12:56
Replied by Nixus on topic Help with Denford Machine AXIS config
Help with Denford Machine AXIS config
Category: General LinuxCNC Questions

- Grotius

19 Oct 2024 12:29
Replied by Grotius on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions


- JT

19 Oct 2024 12:25
- tsaG
- tsaG
19 Oct 2024 12:12
- tommylight

19 Oct 2024 11:58
- JuFu
- JuFu
19 Oct 2024 11:06
- papagno-source
- papagno-source
19 Oct 2024 11:03
KERNEL5.10.0-0.deb10.30-rt-amd64 #1 SMP PREEMPT_RT -ethercat not run was created by papagno-source
KERNEL5.10.0-0.deb10.30-rt-amd64 #1 SMP PREEMPT_RT -ethercat not run
Category: EtherCAT
- Aciera
19 Oct 2024 11:02
- Aciera
19 Oct 2024 10:50
Replied by Aciera on topic linuxcnc trajectory planner
linuxcnc trajectory planner
Category: General LinuxCNC Questions
- phillc54

19 Oct 2024 10:45
- JuFu
- JuFu
19 Oct 2024 10:44
- Cant do this anymore bye all

19 Oct 2024 10:44
Replied by Cant do this anymore bye all on topic Please add a check for available disk space....
Please add a check for available disk space....
Category: Installing LinuxCNC
- Aciera
19 Oct 2024 10:29 - 19 Oct 2024 10:32
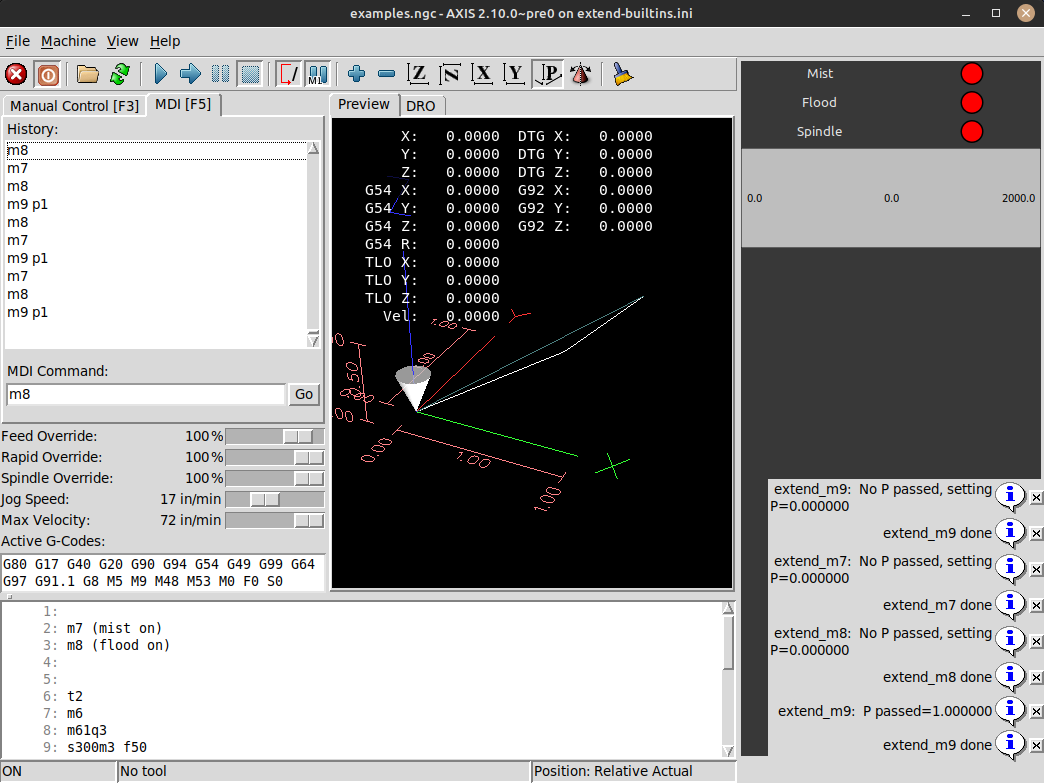
Replied by Aciera on topic Time to revisit coolant mapping of M-codes in Linuxcnc
Time to revisit coolant mapping of M-codes in Linuxcnc
Category: General LinuxCNC Questions
Time to create page: 0.428 seconds