Search Results (Searched for: )
- adaoferre
- adaoferre
27 Sep 2024 22:23
Replied by adaoferre on topic PWM/frequency signal as input to Mesa card
PWM/frequency signal as input to Mesa card
Category: Driver Boards
- PCW

27 Sep 2024 22:18 - 27 Sep 2024 22:20
Replied by PCW on topic Constant loss of position
Constant loss of position
Category: General LinuxCNC Questions
- adaoferre
- adaoferre
27 Sep 2024 22:16
Replied by adaoferre on topic PWM/frequency signal as input to Mesa card
PWM/frequency signal as input to Mesa card
Category: Driver Boards
- tommylight

27 Sep 2024 22:10
Replied by tommylight on topic Constant loss of position
Constant loss of position
Category: General LinuxCNC Questions
- andreabonuc
- andreabonuc
27 Sep 2024 21:52
Replied by andreabonuc on topic Constant loss of position
Constant loss of position
Category: General LinuxCNC Questions
- PCW
27 Sep 2024 21:13
- nartburg
- nartburg
27 Sep 2024 21:07
Replied by nartburg on topic Mesa 7i96s pktUAT on P1
Mesa 7i96s pktUAT on P1
Category: Driver Boards
- chelgesen
- chelgesen
27 Sep 2024 20:57 - 27 Sep 2024 21:00
Probe Basic tool setter - small unexpected offset was created by chelgesen
Probe Basic tool setter - small unexpected offset
Category: QtPyVCP
- PCW
27 Sep 2024 18:57
- PCW
27 Sep 2024 18:51 - 27 Sep 2024 19:25
- FPM
- FPM
27 Sep 2024 18:21
Replied by FPM on topic converting a tos/intos fngj 40
converting a tos/intos fngj 40
Category: Milling Machines
- MaHa
- MaHa
27 Sep 2024 18:06
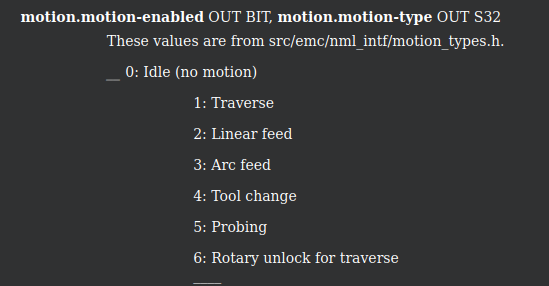
Replied by MaHa on topic HAL pin to indicate motion or pgm running ?
HAL pin to indicate motion or pgm running ?
Category: HAL
- nartburg
- nartburg
27 Sep 2024 18:03
Replied by nartburg on topic Mesa 7i96s pktUAT on P1
Mesa 7i96s pktUAT on P1
Category: Driver Boards
- PCW
27 Sep 2024 17:43
- Aciera

27 Sep 2024 17:28
Replied by Aciera on topic HAL pin to indicate motion or pgm running ?
HAL pin to indicate motion or pgm running ?
Category: HAL
Time to create page: 0.780 seconds