Search Results (Searched for: )
- abdulasis12
- abdulasis12
04 Sep 2024 16:54 - 04 Sep 2024 16:55
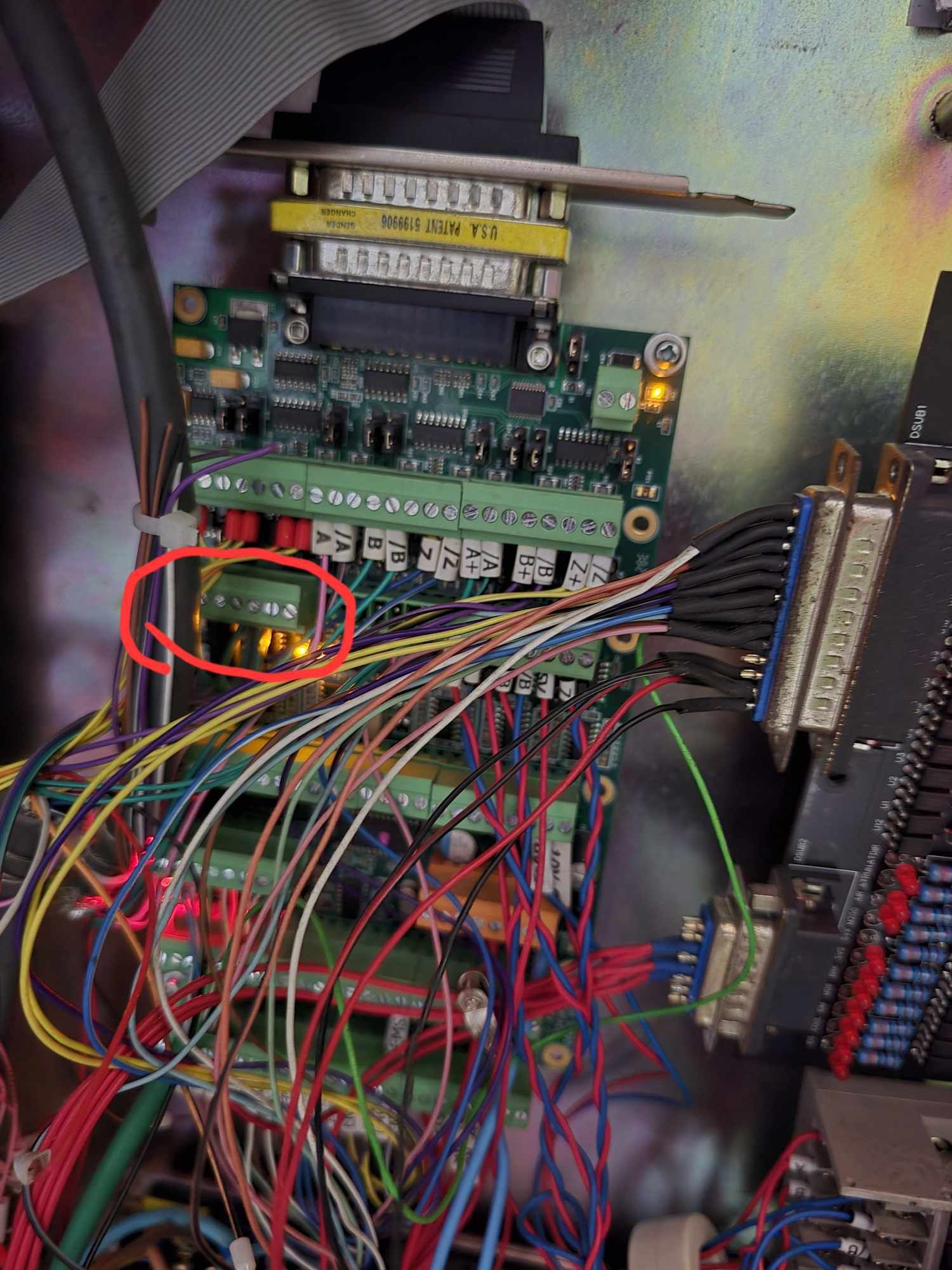
Replied by abdulasis12 on topic 7i77 TTL encoder
7i77 TTL encoder
Category: General LinuxCNC Questions
- PCW

04 Sep 2024 16:46
Replied by PCW on topic Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Category: Basic Configuration
- greg23_78
- greg23_78
04 Sep 2024 16:43 - 04 Sep 2024 16:49

- xaxexa
04 Sep 2024 16:35
- aDm1N

04 Sep 2024 16:27 - 04 Sep 2024 19:09
Replied by aDm1N on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- greg23_78
- greg23_78
04 Sep 2024 16:27
Replied by greg23_78 on topic o-codes and ngc file
o-codes and ngc file
Category: Basic Configuration
- pietxs
- pietxs
04 Sep 2024 16:18
Replied by pietxs on topic Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Category: Basic Configuration
- PCW
04 Sep 2024 15:43
Replied by PCW on topic Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Category: Basic Configuration
- PCW
04 Sep 2024 14:40
- Freak
- Freak
04 Sep 2024 14:40
- mighty_mick

04 Sep 2024 14:37
Replied by mighty_mick on topic What does CMM machines use in software
What does CMM machines use in software
Category: General LinuxCNC Questions
- pietxs
- pietxs
04 Sep 2024 14:32
Replied by pietxs on topic Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Category: Basic Configuration
- Moutomation
- Moutomation
04 Sep 2024 13:59
- PCW
04 Sep 2024 13:41
Replied by PCW on topic Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Maho MH-C 700P Achsen bewegen sich dauerhaft Indramat 3TRM2
Category: Basic Configuration
- PCW
04 Sep 2024 13:37
Time to create page: 0.525 seconds