Search Results (Searched for: )
- Aciera

26 Jul 2024 14:08
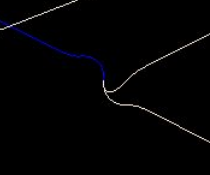
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
26 Jul 2024 14:01 - 26 Jul 2024 14:02
Replied by Aciera on topic Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Category: StepConf Wizard
- Grotius

26 Jul 2024 14:00
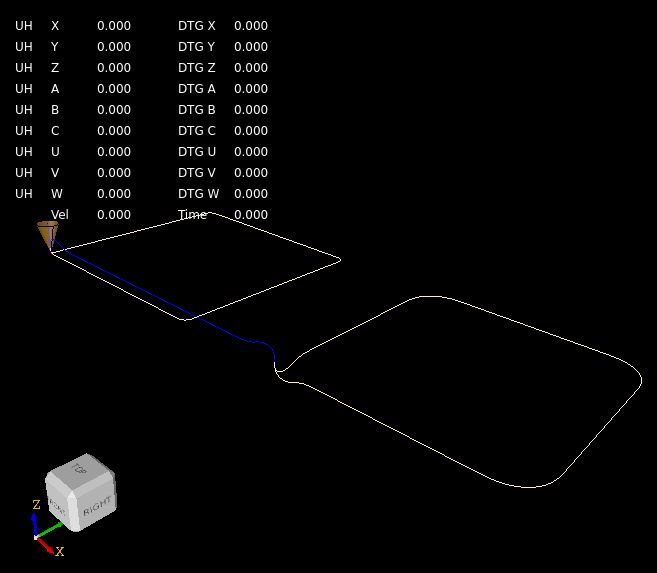
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Aciera
26 Jul 2024 13:55
Replied by Aciera on topic Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Taig Lathe conversion to LinuxCNC: M3 is not turning on spindle
Category: StepConf Wizard
- mariusl

26 Jul 2024 13:37
- Cerezas
- Cerezas
26 Jul 2024 13:33
- Aciera
26 Jul 2024 13:22
- Aciera
26 Jul 2024 13:21
- scotth
- scotth
26 Jul 2024 13:20 - 26 Jul 2024 13:24
Replied by scotth on topic difference between machine coordinate systems and CAD software
difference between machine coordinate systems and CAD software
Category: AXIS
- cmorley
- cmorley
26 Jul 2024 12:59
Replied by cmorley on topic how to make my own custom page for qtdragon_hd?
how to make my own custom page for qtdragon_hd?
Category: Qtvcp
- dm17ry

26 Jul 2024 12:52
Replied by dm17ry on topic big 5axis mazak horizontal cnc mill
big 5axis mazak horizontal cnc mill
Category: Show Your Stuff
- mariusl
26 Jul 2024 12:51
- Aciera
26 Jul 2024 12:45

- mariusl
26 Jul 2024 12:33
- mariusl
26 Jul 2024 12:30 - 26 Jul 2024 12:35
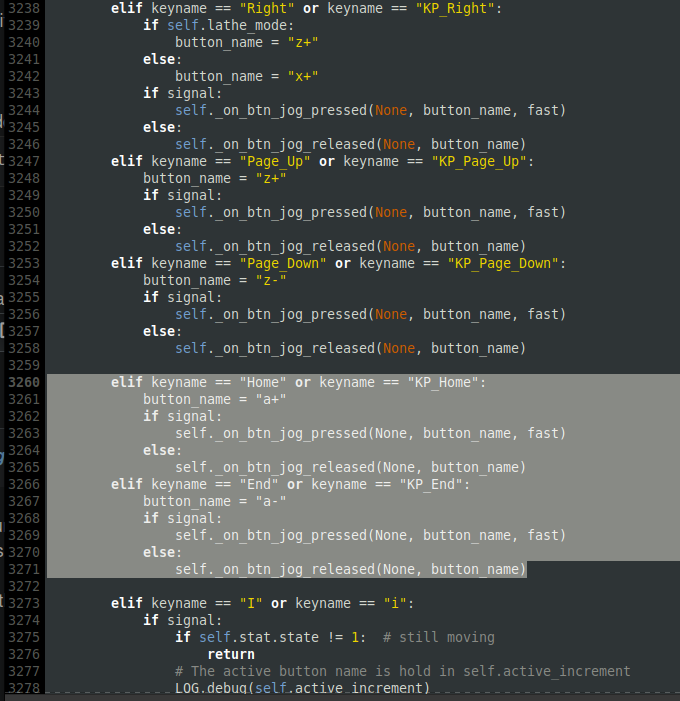
Replied by mariusl on topic Why is keyboard hotkeys option removed
Why is keyboard hotkeys option removed
Category: Gmoccapy
Time to create page: 0.579 seconds