Search Results (Searched for: )
- oddwick

20 May 2025 18:55
Replied by oddwick on topic [SOLVED] MesaCT problems with 7i96 pwm spindle
[SOLVED] MesaCT problems with 7i96 pwm spindle
Category: Configuration Tools
- tommylight

20 May 2025 18:42
Replied by tommylight on topic [SOLVED] MesaCT problems with 7i96 pwm spindle
[SOLVED] MesaCT problems with 7i96 pwm spindle
Category: Configuration Tools
- PCW

20 May 2025 18:41
Replied by PCW on topic [SOLVED] MesaCT problems with 7i96 pwm spindle
[SOLVED] MesaCT problems with 7i96 pwm spindle
Category: Configuration Tools
- Aciera

20 May 2025 18:39
Replied by Aciera on topic Calling next subroutine messes up offsets
Calling next subroutine messes up offsets
Category: General LinuxCNC Questions
- Hastrh2o
- Hastrh2o
20 May 2025 18:25
- oddwick
20 May 2025 18:12
Replied by oddwick on topic [SOLVED] MesaCT problems with 7i96 pwm spindle
[SOLVED] MesaCT problems with 7i96 pwm spindle
Category: Configuration Tools

- langdons
- langdons
20 May 2025 16:58
Replied by langdons on topic Actual position and Commanded position differ, using cia402 [SOLVED]
Actual position and Commanded position differ, using cia402 [SOLVED]
Category: Basic Configuration
- DarkPhoinix
- DarkPhoinix
20 May 2025 16:15 - 20 May 2025 16:28
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- low-blip
- low-blip
20 May 2025 16:00
Replied by low-blip on topic Actual position and Commanded position differ, using cia402 [SOLVED]
Actual position and Commanded position differ, using cia402 [SOLVED]
Category: Basic Configuration
")
- low-blip
- low-blip
20 May 2025 15:51
Replied by low-blip on topic Actual position and Commanded position differ, using cia402 [SOLVED]
Actual position and Commanded position differ, using cia402 [SOLVED]
Category: Basic Configuration
- Beovoxo
- Beovoxo
20 May 2025 15:47







- JT

20 May 2025 15:37
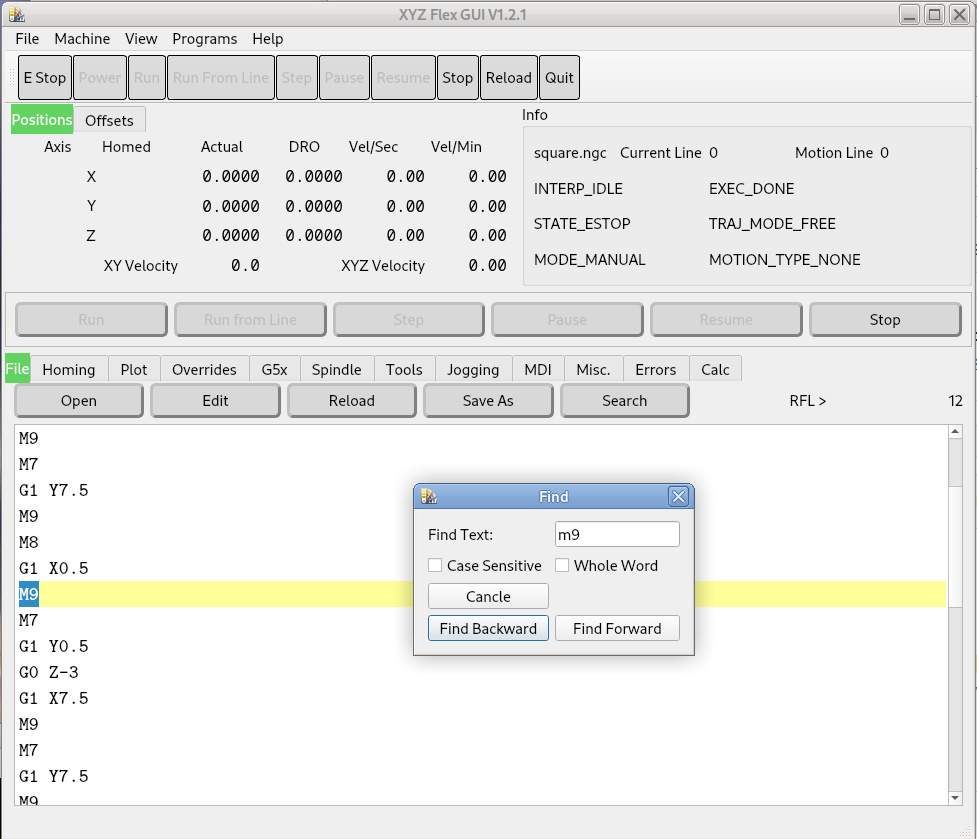
Replied by JT on topic Flex GUI 1.2.1 Released
Flex GUI 1.2.1 Released
Category: Other User Interfaces
- langdons
- langdons
20 May 2025 13:53
Replied by langdons on topic Actual position and Commanded position differ, using cia402 [SOLVED]
Actual position and Commanded position differ, using cia402 [SOLVED]
Category: Basic Configuration
- alangibson
- alangibson
20 May 2025 13:29 - 20 May 2025 13:31
Replied by alangibson on topic Ohmic probe aborts immediately
Ohmic probe aborts immediately
Category: Plasmac
- Routerworks
- Routerworks
20 May 2025 13:22
Replied by Routerworks on topic Calling next subroutine messes up offsets
Calling next subroutine messes up offsets
Category: General LinuxCNC Questions
Time to create page: 0.453 seconds