Search Results (Searched for: )
- grossm5000
- grossm5000
31 May 2026 18:33
Replied by grossm5000 on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- Muecke

31 May 2026 18:16
") .
.- PedPEx
- PedPEx
31 May 2026 17:51 - 31 May 2026 18:04
Replied by PedPEx on topic LCEC creating Danfoss VFD config
LCEC creating Danfoss VFD config
Category: EtherCAT
- Aciera

31 May 2026 17:49 - 31 May 2026 19:31
Replied by Aciera on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
- RMJ fabrication
- RMJ fabrication
31 May 2026 16:38
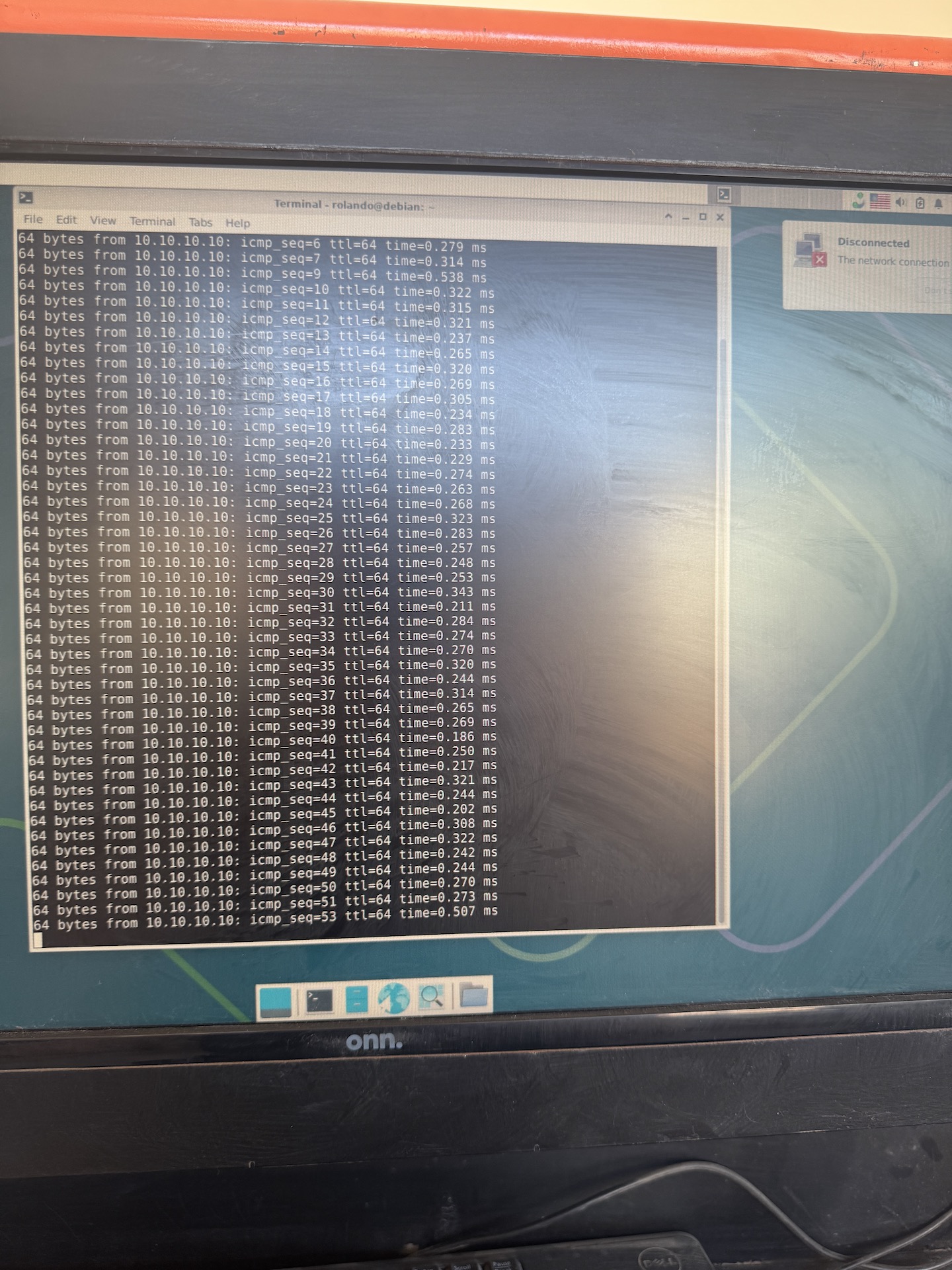
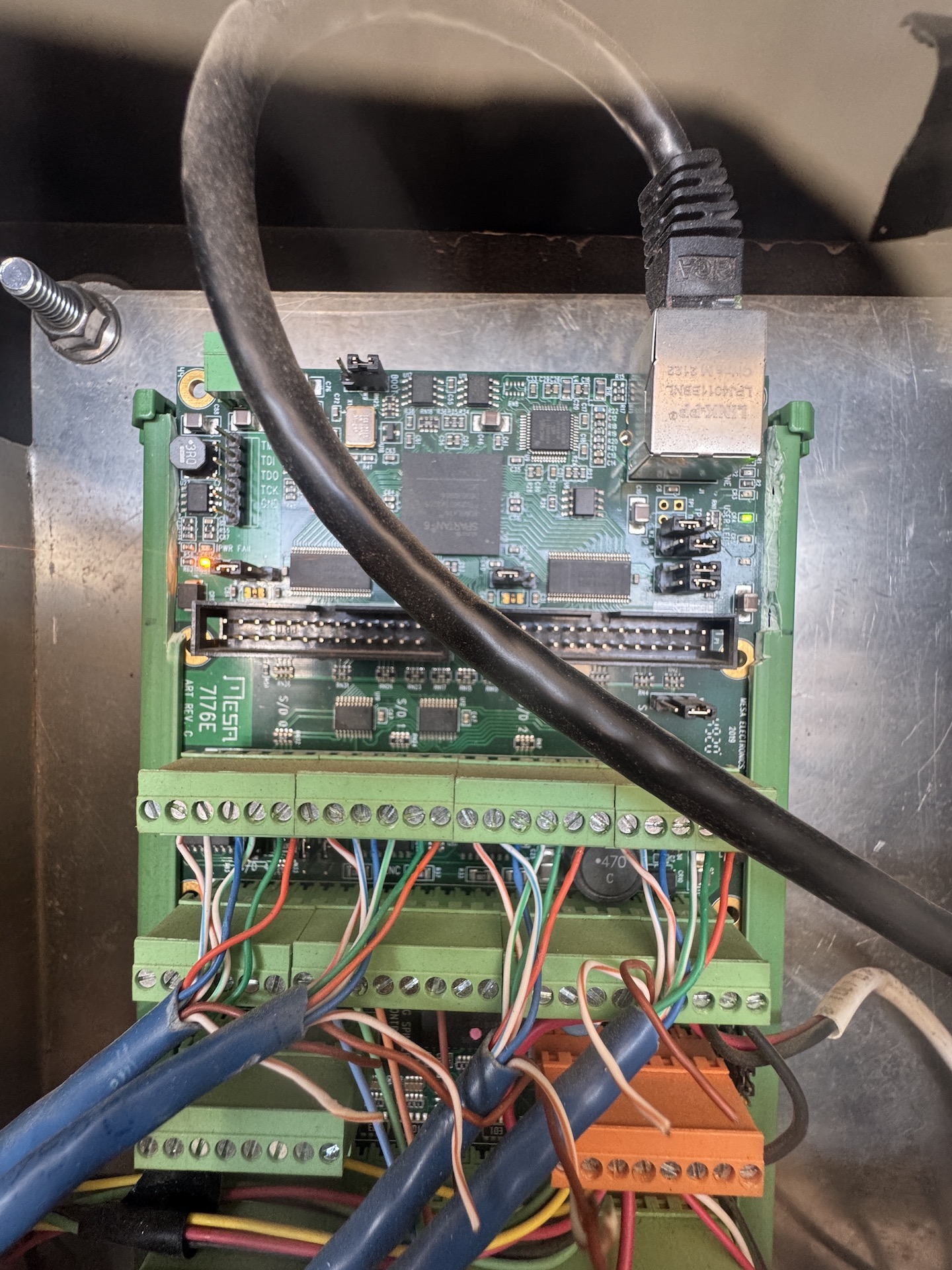
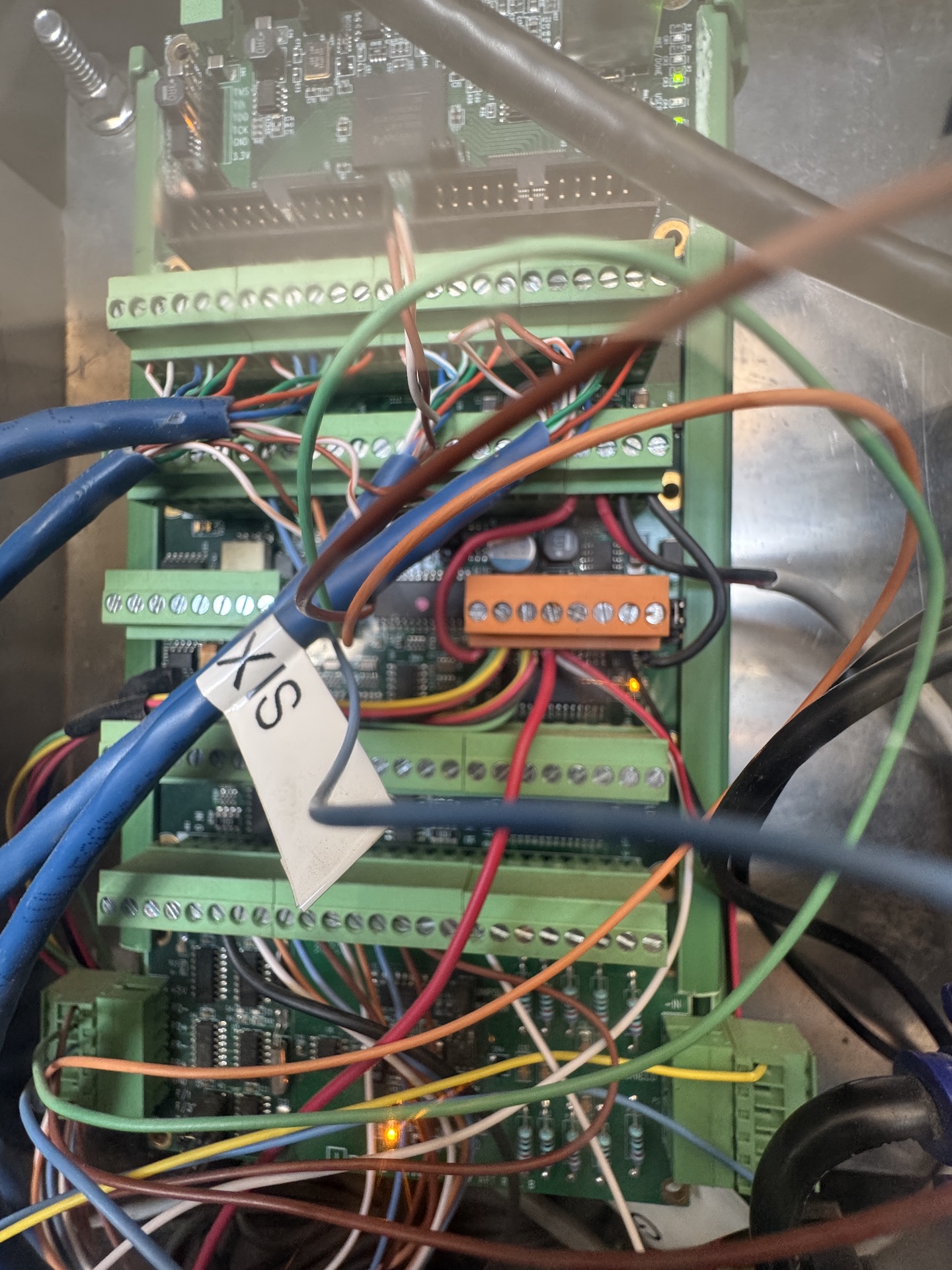
Replied by RMJ fabrication on topic Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Ethernet connection to Mesa 7i76e disconnecting on its own after one minute
Category: Plasmac


- Aciera
31 May 2026 16:35
Replied by Aciera on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
- PCW

31 May 2026 15:56
Replied by PCW on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- PedPEx
- PedPEx
31 May 2026 14:52
- pesto
- pesto
31 May 2026 14:42
- tommylight

31 May 2026 14:10
Replied by tommylight on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- zz912

31 May 2026 13:47
Replied by zz912 on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
- tommylight
31 May 2026 13:19
Replied by tommylight on topic Brilliant Bambu Lab
Brilliant Bambu Lab
Category: Off Topic and Test Posts
- rodw

31 May 2026 12:25
Replied by rodw on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
- rodw
31 May 2026 11:42 - 31 May 2026 11:44
Replied by rodw on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
- rodw
31 May 2026 11:30
Replied by rodw on topic How to remove automatic g54 after M2/M30 ?
How to remove automatic g54 after M2/M30 ?
Category: General LinuxCNC Questions
Time to create page: 0.664 seconds