Search Results (Searched for: )
- dbtayl
- dbtayl
19 Nov 2024 22:57
- PCW

19 Nov 2024 22:52
Replied by PCW on topic Configuring hardware jog buttons
Configuring hardware jog buttons
Category: HAL
- Sziggy_NC
- Sziggy_NC
19 Nov 2024 22:34
Replied by Sziggy_NC on topic 7i97t Spindle has 0v or 10v
7i97t Spindle has 0v or 10v
Category: General LinuxCNC Questions
- digiex_chris
- digiex_chris
19 Nov 2024 21:41
Replied by digiex_chris on topic Flex Gui forces machine into Manual mode when any other process switches to MDI
Flex Gui forces machine into Manual mode when any other process switches to MDI
Category: Other User Interfaces
 ):
): - Grotius

19 Nov 2024 21:30
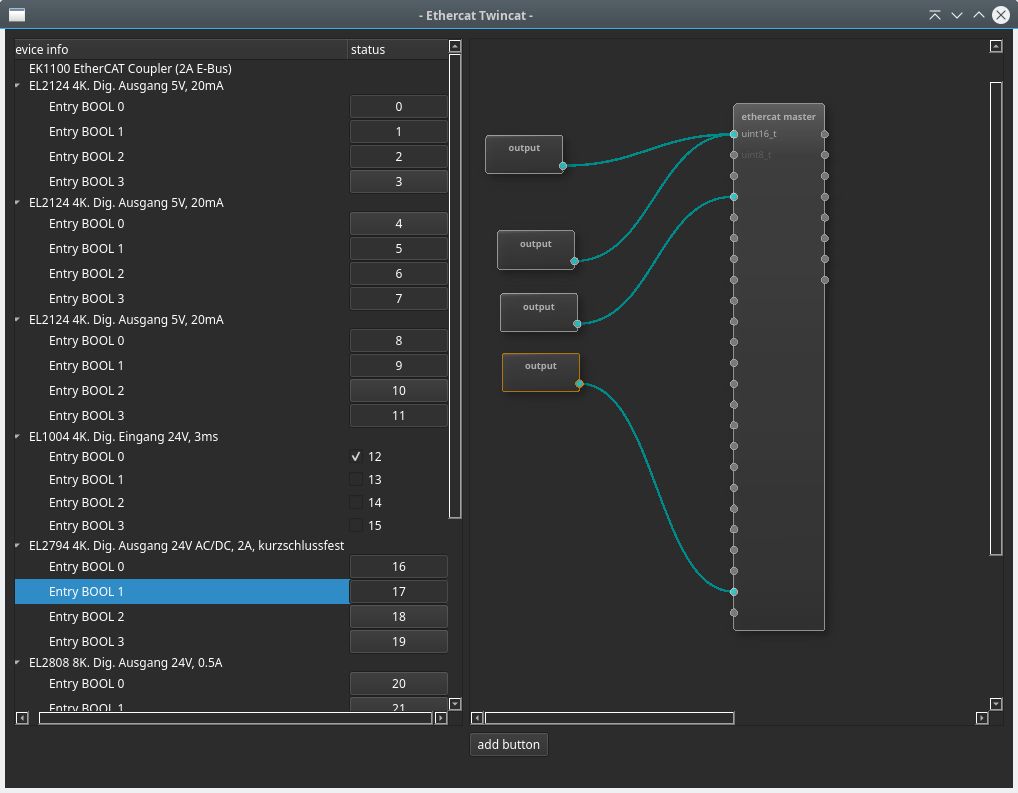
Replied by Grotius on topic Ethercat auto configurator.
Ethercat auto configurator.
Category: EtherCAT
- Unlogic
- Unlogic
19 Nov 2024 21:29
Replied by Unlogic on topic Configuring hardware jog buttons
Configuring hardware jog buttons
Category: HAL
- gardenweazel

19 Nov 2024 21:18 - 19 Nov 2024 21:19
Replied by gardenweazel on topic Inconsistent values from Versaprobe
Inconsistent values from Versaprobe
Category: Qtvcp

- viesturs.lacis
- viesturs.lacis
19 Nov 2024 21:05 - 19 Nov 2024 21:05
Replied by viesturs.lacis on topic Yaskawa incremental encoder and Mesa 7i48
Yaskawa incremental encoder and Mesa 7i48
Category: Driver Boards
- floris
- floris
19 Nov 2024 20:58
Best version for Parport machine and how to install was created by floris
Best version for Parport machine and how to install
Category: Installing LinuxCNC
- Axolito

19 Nov 2024 20:26 - 19 Nov 2024 20:31
Mecanumeric / Charlyrobot retrofit was created by Axolito
Mecanumeric / Charlyrobot retrofit
Category: Show Your Stuff

- scotta

19 Nov 2024 20:03
Replied by scotta on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Axolito
19 Nov 2024 19:54
Replied by Axolito on topic Flex GUI translation
Flex GUI translation
Category: Other User Interfaces
- royka
- royka
19 Nov 2024 19:23
Replied by royka on topic Real-Time Kernel with Orange Pi 4 LTS
Real-Time Kernel with Orange Pi 4 LTS
Category: General LinuxCNC Questions
- JT

19 Nov 2024 18:32
- CopperHead
- CopperHead
19 Nov 2024 18:23
Time to create page: 0.474 seconds