Search Results (Searched for: )
- JT

27 Feb 2025 15:05 - 27 Feb 2025 15:06
- Aciera

27 Feb 2025 14:59
Replied by Aciera on topic G33.1 synchronized tapping problem
G33.1 synchronized tapping problem
Category: General LinuxCNC Questions
- Ismacr63
- Ismacr63
27 Feb 2025 14:29
Replied by Ismacr63 on topic No Keyboard jog after update 2.9.3 to 2.9.4
No Keyboard jog after update 2.9.3 to 2.9.4
Category: QtPyVCP
- cakeslob
- cakeslob
27 Feb 2025 14:18
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Murphy
- Murphy
27 Feb 2025 13:45 - 27 Feb 2025 14:02
Replied by Murphy on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- prokopcio

27 Feb 2025 13:04
Replied by prokopcio on topic Integrating a BCL-AMP capacitive sensor to LinuxCNC
Integrating a BCL-AMP capacitive sensor to LinuxCNC
Category: Plasma & Laser
- prokopcio
27 Feb 2025 12:58 - 27 Feb 2025 13:03
Laser Head Height Sensor – Looking for a Beta Tester was created by prokopcio
Laser Head Height Sensor – Looking for a Beta Tester
Category: Plasma & Laser


- jairobbo
- jairobbo
27 Feb 2025 11:54
Blender Addon for creating 5 axis GCode was created by jairobbo
Blender Addon for creating 5 axis GCode
Category: Show Your Stuff
- rodw

27 Feb 2025 11:48
Replied by rodw on topic Mesa hm2/hm2_7i96s.0: error finishing read
Mesa hm2/hm2_7i96s.0: error finishing read
Category: Driver Boards
- Ritterchen
- Ritterchen
27 Feb 2025 10:58
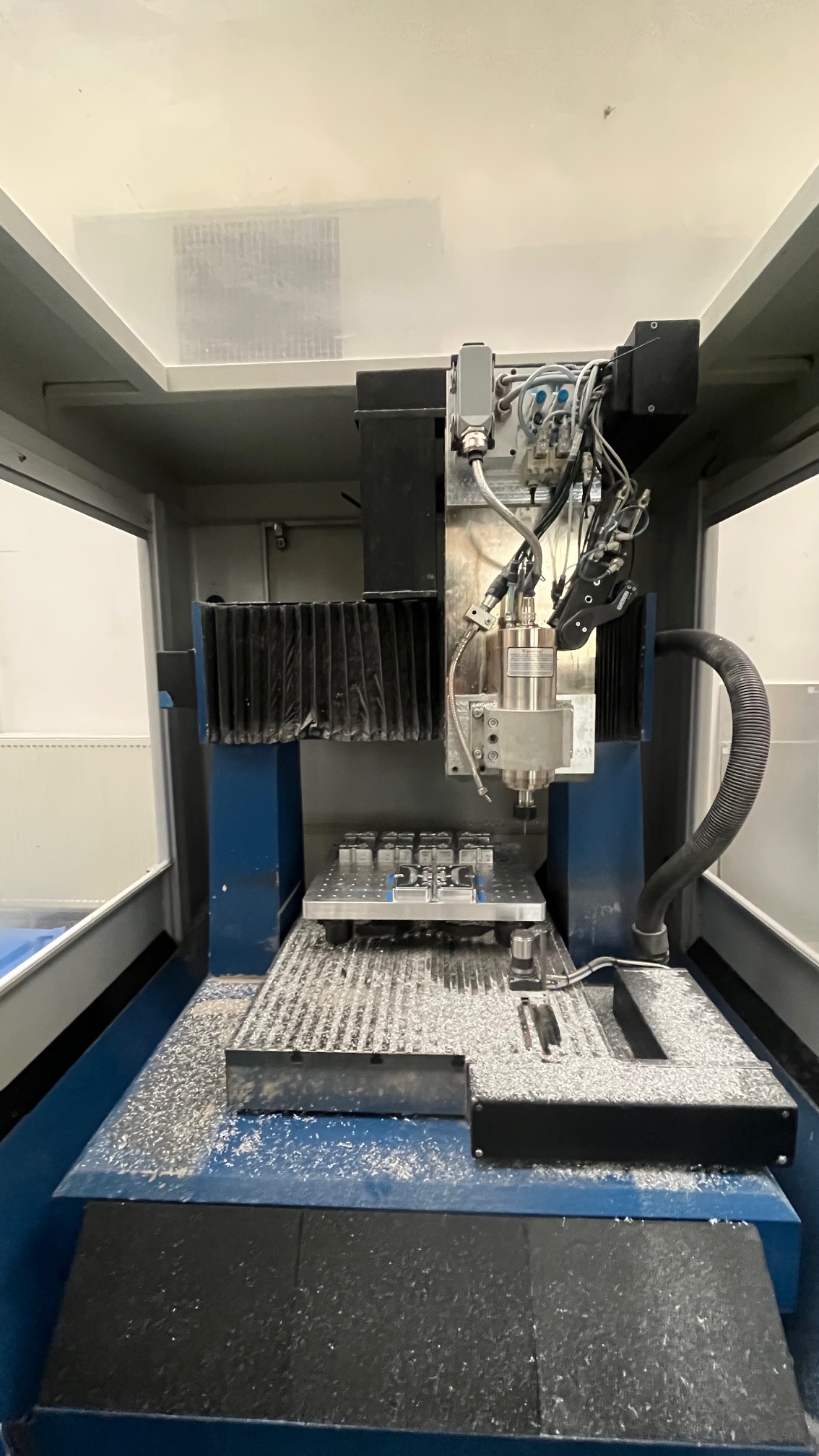
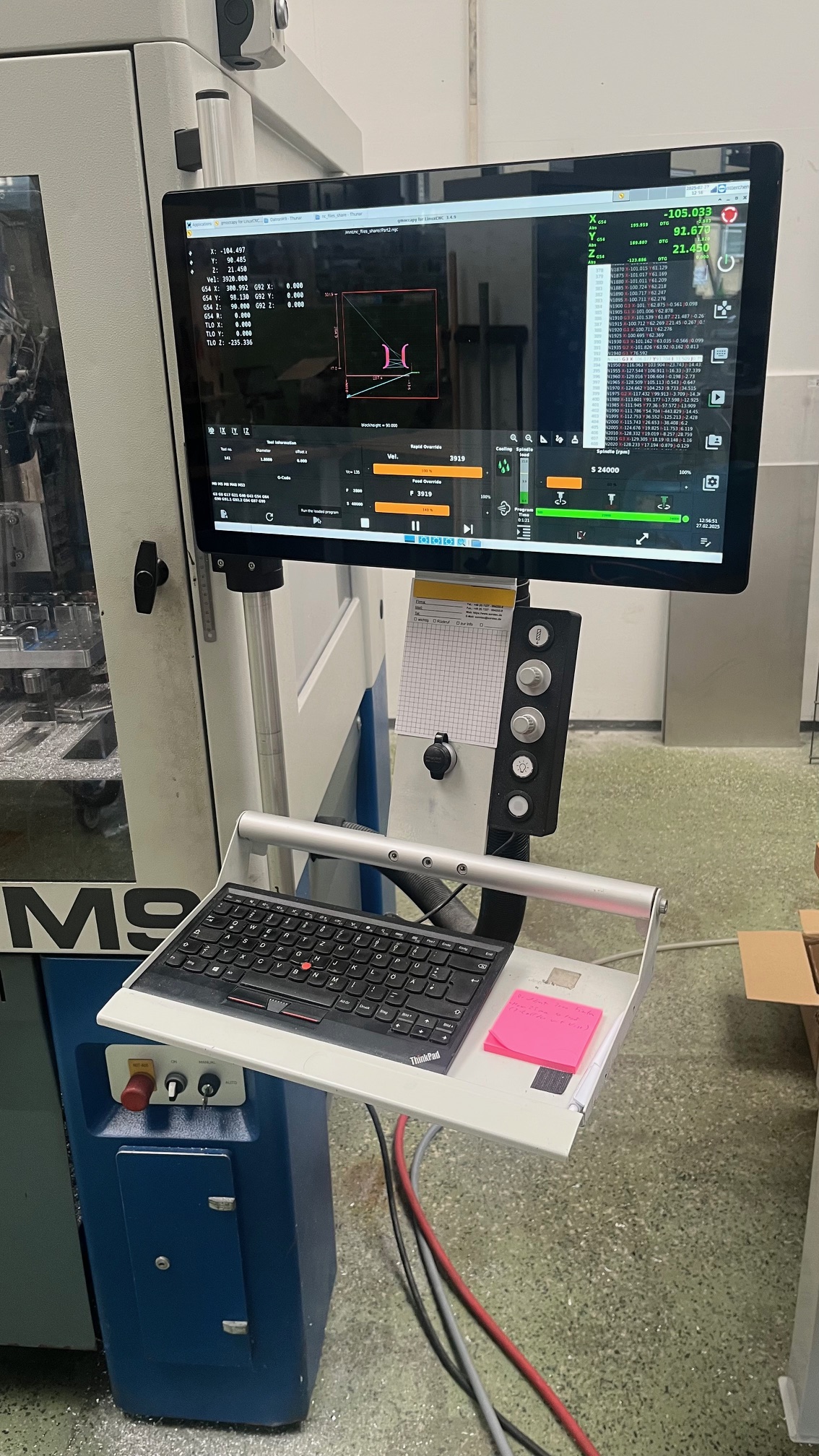
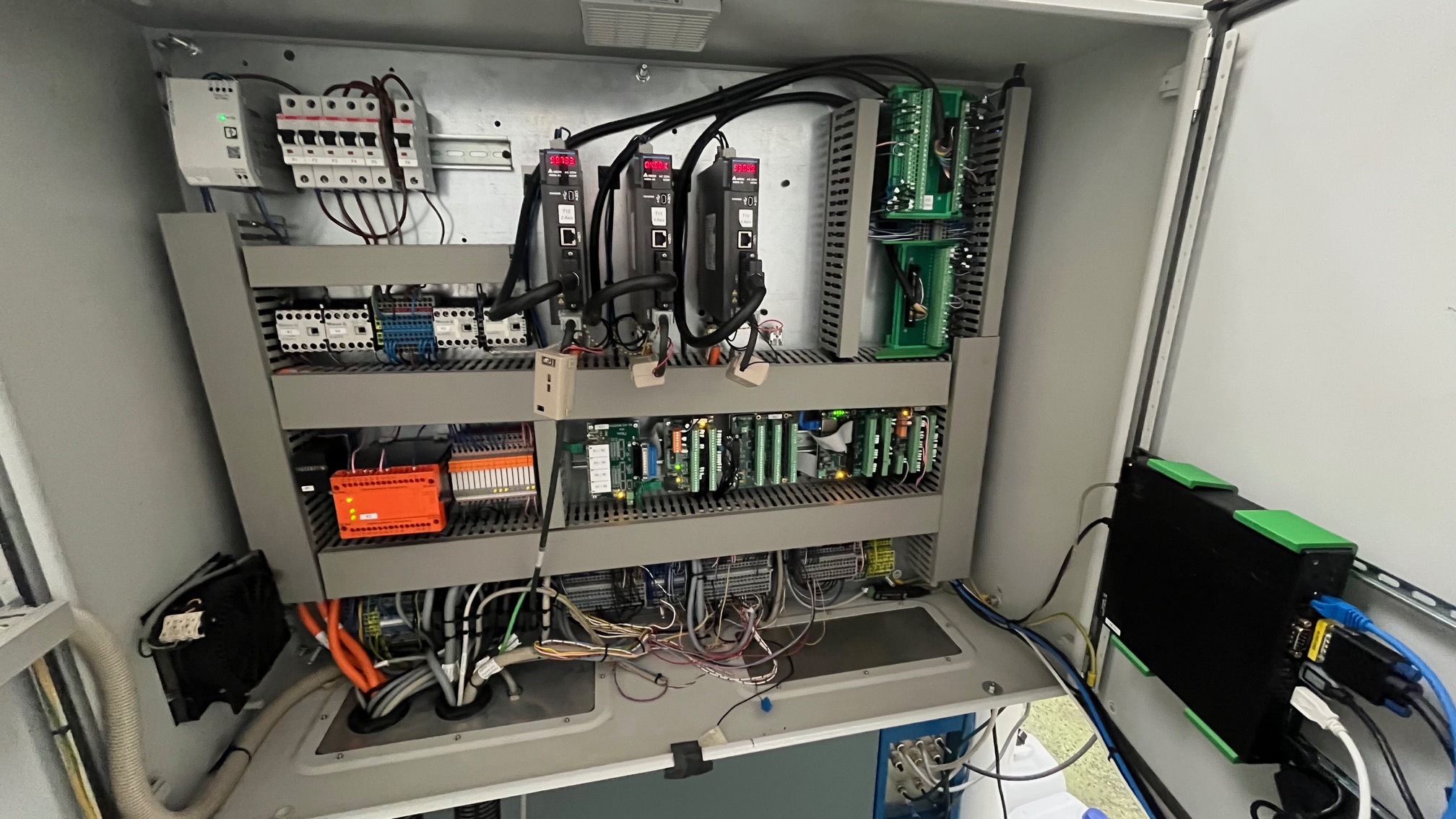
Replied by Ritterchen on topic Datron M9 to LCNC Conversion
Datron M9 to LCNC Conversion
Category: CNC Machines
")





- JT
27 Feb 2025 10:47
Replied by JT on topic Mesa hm2/hm2_7i96s.0: error finishing read
Mesa hm2/hm2_7i96s.0: error finishing read
Category: Driver Boards
- Ritterchen
- Ritterchen
27 Feb 2025 10:44 - 27 Feb 2025 10:57
Replied by Ritterchen on topic Datron M9 to LCNC Conversion
Datron M9 to LCNC Conversion
Category: CNC Machines
- rodw
27 Feb 2025 09:46
Replied by rodw on topic Help on setting up a probe
Help on setting up a probe
Category: General LinuxCNC Questions
- rodw
27 Feb 2025 09:42
Replied by rodw on topic Rotating the g54 coordinate system.
Rotating the g54 coordinate system.
Category: General LinuxCNC Questions
- flexbex
- flexbex
27 Feb 2025 07:53
Rotating the g54 coordinate system. was created by flexbex
Rotating the g54 coordinate system.
Category: General LinuxCNC Questions
Time to create page: 0.607 seconds