Search Results (Searched for: )
- zelo
- zelo
01 Jan 2025 13:36 - 01 Jan 2025 16:20
Replied by zelo on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- _skinner
- _skinner
01 Jan 2025 13:00
Spindle speed and instatnly powered led was created by _skinner
Spindle speed and instatnly powered led
Category: Qtvcp
- Cant do this anymore bye all

01 Jan 2025 12:49
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- MrDe
- MrDe
01 Jan 2025 12:42
Replied by MrDe on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- _skinner
- _skinner
01 Jan 2025 12:34
Replied by _skinner on topic qtDragon LED Probe und Spindeldrehzahl anzeigen
qtDragon LED Probe und Spindeldrehzahl anzeigen
Category: Deutsch
- wusel0464
- wusel0464
01 Jan 2025 12:18
Replied by wusel0464 on topic Reading values from qtdragon.pref.
Reading values from qtdragon.pref.
Category: Qtvcp
- RV3Dtech
- RV3Dtech
01 Jan 2025 12:16
qtDragon LED Probe und Spindeldrehzahl anzeigen was created by RV3Dtech
qtDragon LED Probe und Spindeldrehzahl anzeigen
Category: Deutsch

- Cant do this anymore bye all
01 Jan 2025 12:10
Replied by Cant do this anymore bye all on topic 7i96s not recognized
7i96s not recognized
Category: Basic Configuration
- slowpoke
- slowpoke
01 Jan 2025 11:09
Replied by slowpoke on topic 7i96s not recognized
7i96s not recognized
Category: Basic Configuration
- BSOD
- BSOD
01 Jan 2025 10:57 - 01 Jan 2025 14:02
Replied by BSOD on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- radom
- radom
01 Jan 2025 10:17 - 01 Jan 2025 10:47
Replied by radom on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions

- TomAlborough

01 Jan 2025 06:46 - 01 Jan 2025 06:46
Replied by TomAlborough on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- epineh
- epineh
01 Jan 2025 06:41
Replied by epineh on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
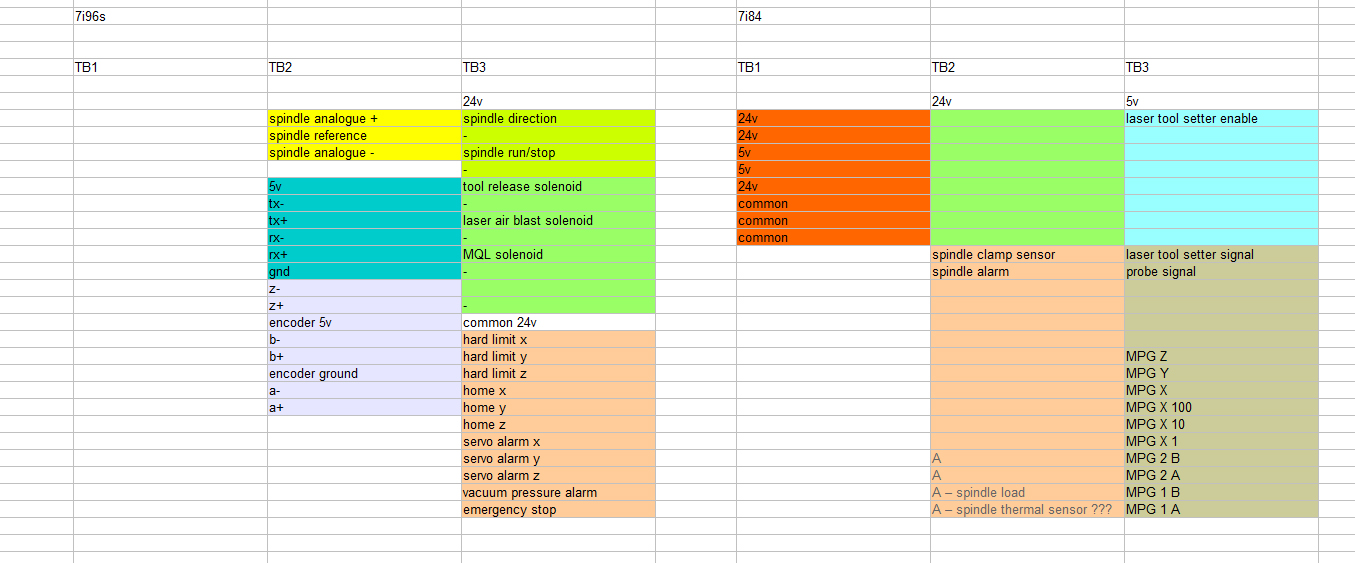
- ihavenofish
- ihavenofish
01 Jan 2025 06:15
Replied by ihavenofish on topic mixing 5v and 24v on mesa cards
mixing 5v and 24v on mesa cards
Category: General LinuxCNC Questions
- Cant do this anymore bye all
01 Jan 2025 05:37 - 01 Jan 2025 05:37
Replied by Cant do this anymore bye all on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
Time to create page: 4.737 seconds