Search Results (Searched for: )
- Aciera

30 Nov 2024 09:55 - 30 Nov 2024 10:04
- Aciera
30 Nov 2024 09:48
- royka
- royka
30 Nov 2024 09:38
Replied by royka on topic Real-Time Kernel with Orange Pi 4 LTS
Real-Time Kernel with Orange Pi 4 LTS
Category: General LinuxCNC Questions
- tommylight

30 Nov 2024 09:28
Replied by tommylight on topic Small touchscreen display 7-10' -> 14-16"
Small touchscreen display 7-10' -> 14-16"
Category: General LinuxCNC Questions
- tommylight
30 Nov 2024 09:22
Replied by tommylight on topic Tommylight's Dog Appreciation Thread
Tommylight's Dog Appreciation Thread
Category: Off Topic and Test Posts
")


- endian

30 Nov 2024 09:09
Replied by endian on topic Ethercat installation from repositories - how to step by step
Ethercat installation from repositories - how to step by step
Category: EtherCAT
- Hossein74Majidi
- Hossein74Majidi
30 Nov 2024 08:57
Replied by Hossein74Majidi on topic Real-Time Kernel with Orange Pi 4 LTS
Real-Time Kernel with Orange Pi 4 LTS
Category: General LinuxCNC Questions
- slowpoke
- slowpoke
30 Nov 2024 08:52
Replied by slowpoke on topic Small touchscreen display 7-10' -> 14-16"
Small touchscreen display 7-10' -> 14-16"
Category: General LinuxCNC Questions
- NTULINUX

30 Nov 2024 08:35
Tommylight's Dog Appreciation Thread was created by NTULINUX
Tommylight's Dog Appreciation Thread
Category: Off Topic and Test Posts
- slowpoke
- slowpoke
30 Nov 2024 08:33
- abdulasis12
- abdulasis12
30 Nov 2024 08:16
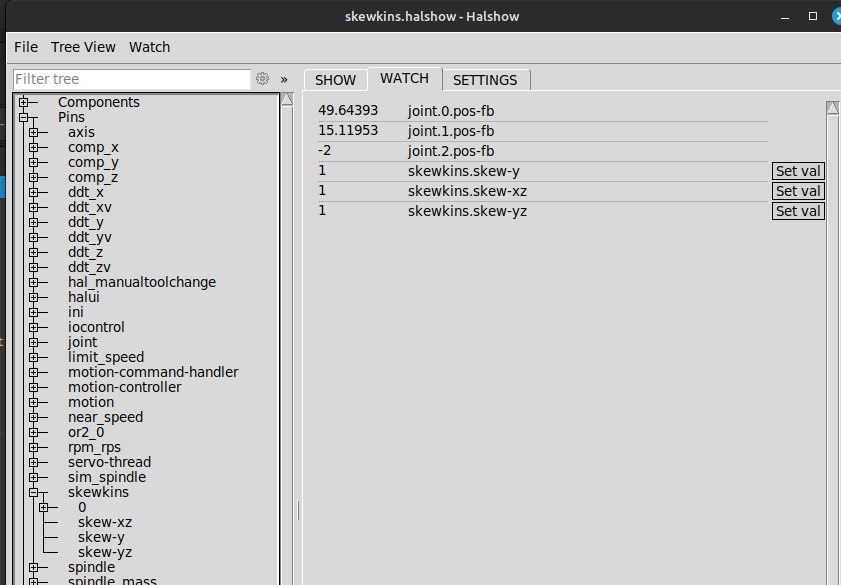
Replied by abdulasis12 on topic Skew correction/perpendicularity correction (millkins or millkins_xyz)
Skew correction/perpendicularity correction (millkins or millkins_xyz)
Category: Basic Configuration
- tommylight
30 Nov 2024 08:11
Replied by tommylight on topic Tip on how to plan a machine
Tip on how to plan a machine
Category: General LinuxCNC Questions
- timo
- timo
30 Nov 2024 08:05
Replied by timo on topic Tip on how to plan a machine
Tip on how to plan a machine
Category: General LinuxCNC Questions
- gitin
- gitin
30 Nov 2024 07:59
Replied by gitin on topic Help: How to run X and A axis with different feed rates simultaneously?
Help: How to run X and A axis with different feed rates simultaneously?
Category: G&M Codes
- tommylight
30 Nov 2024 07:51
Replied by tommylight on topic Building a chain driven Plasma table.
Building a chain driven Plasma table.
Category: General LinuxCNC Questions
Time to create page: 0.567 seconds