Search Results (Searched for: )
- konrad
- konrad
06 Aug 2025 07:59
Replied by konrad on topic prevent jog limit error
prevent jog limit error
Category: General LinuxCNC Questions
- Lcvette

06 Aug 2025 05:09
- Lcvette
06 Aug 2025 05:05
- heaven
- heaven
06 Aug 2025 04:05 - 06 Aug 2025 04:06
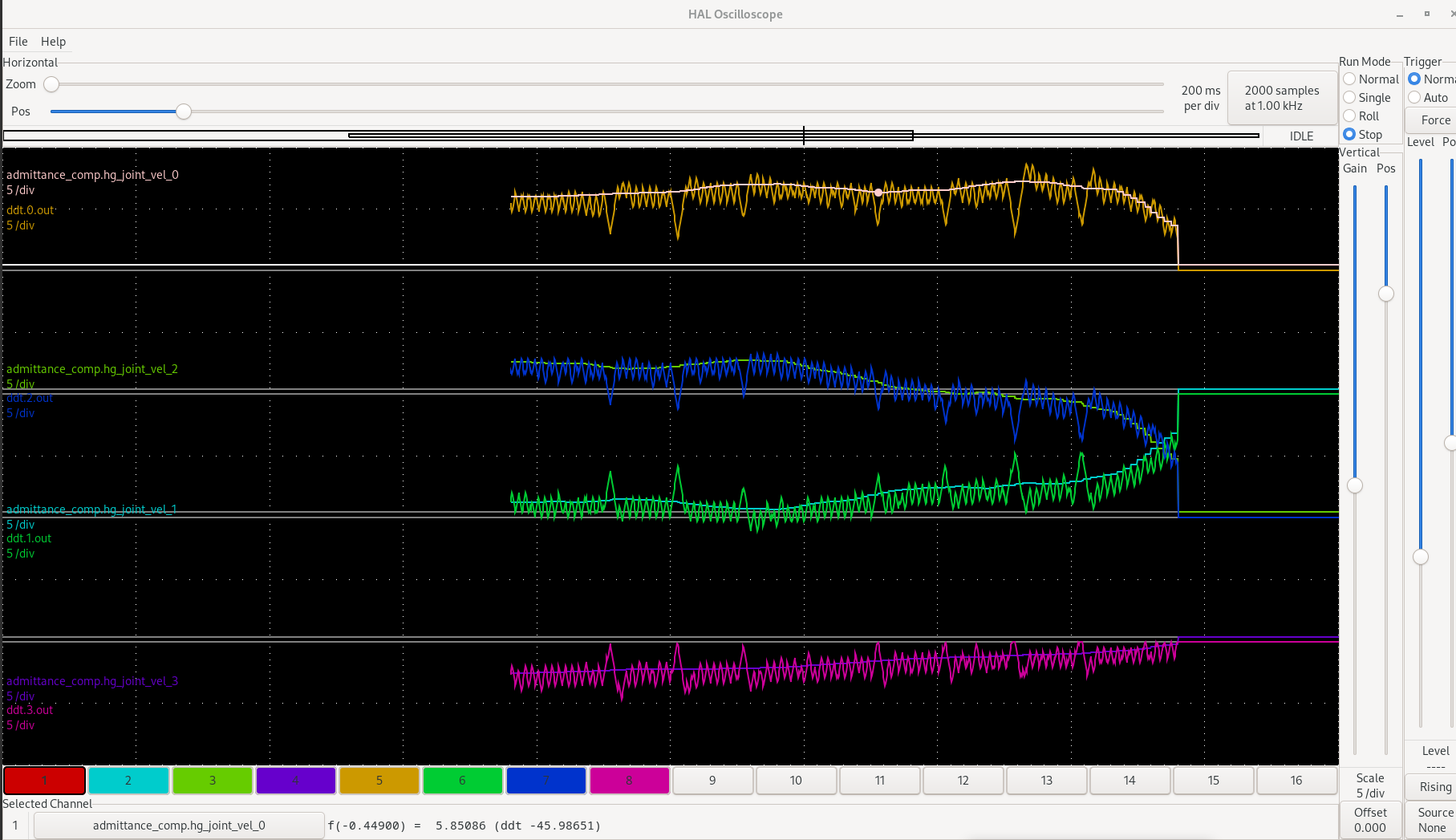
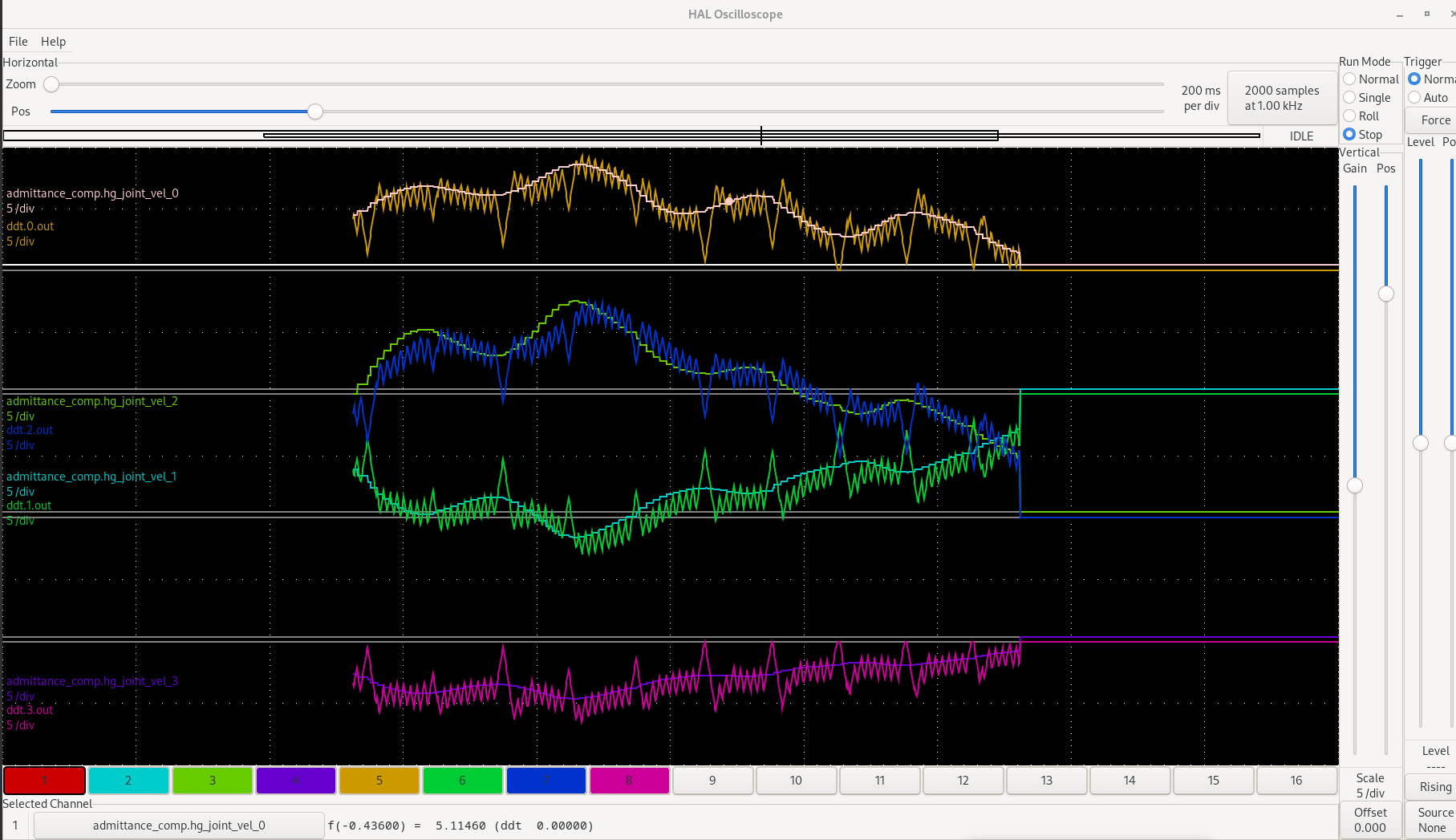
vibration at lowspeed. was created by heaven
vibration at lowspeed.
Category: Advanced Configuration
Time to create page: 0.913 seconds