Search Results (Searched for: )
- ihavenofish
- ihavenofish
29 Sep 2024 16:36
Replied by ihavenofish on topic Problems with Lichuan Ethercat servo drive
Problems with Lichuan Ethercat servo drive
Category: EtherCAT

")
- rebelx
- rebelx
29 Sep 2024 15:21 - 30 Sep 2024 03:02
- rebelx
- rebelx
29 Sep 2024 15:12 - 29 Sep 2024 15:15
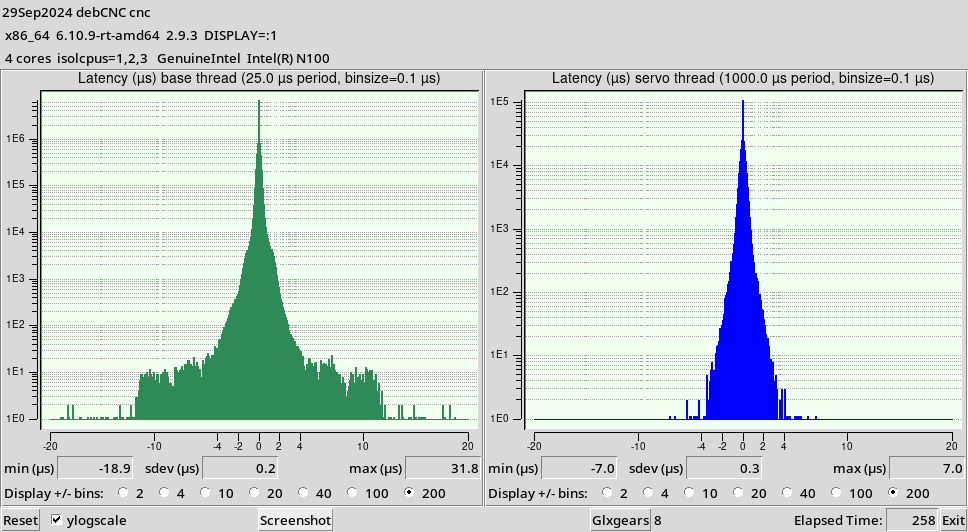
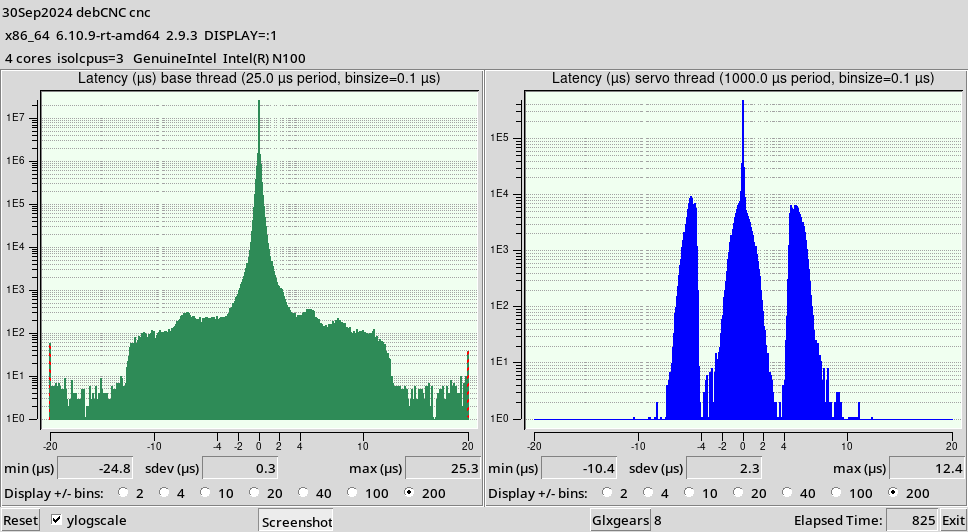
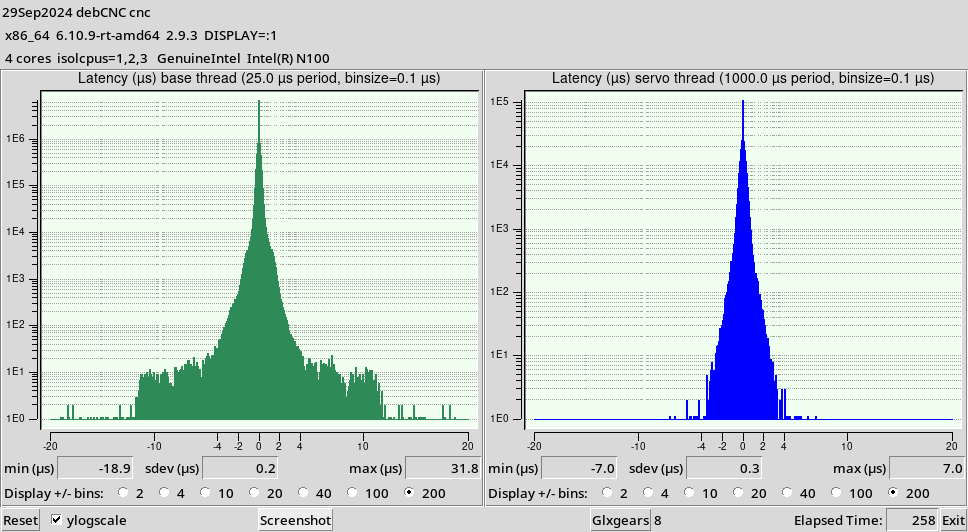
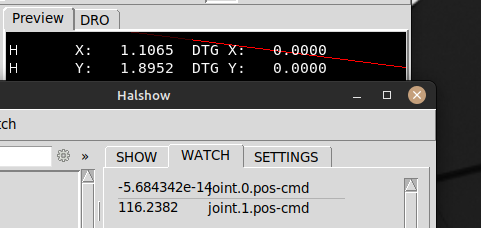
Replied by rebelx on topic linuxcnc 2.9.2 (live) on the intel n100 cpu
linuxcnc 2.9.2 (live) on the intel n100 cpu
Category: Computers and Hardware
- nartburg
- nartburg
29 Sep 2024 14:55
Replied by nartburg on topic Mesa 7i96s pktUAT on P1
Mesa 7i96s pktUAT on P1
Category: Driver Boards
- Aciera

29 Sep 2024 14:43 - 29 Sep 2024 14:55
Replied by Aciera on topic Struggling with custom kinematics...
Struggling with custom kinematics...
Category: Advanced Configuration
- Aciera
29 Sep 2024 14:21
Replied by Aciera on topic Struggling with custom kinematics...
Struggling with custom kinematics...
Category: Advanced Configuration
- jimmyrig
- jimmyrig
29 Sep 2024 13:22
Replied by jimmyrig on topic Interesting/Useful Ryzen CPU Latency Results on Non-Hyperthreaded Cpus
Interesting/Useful Ryzen CPU Latency Results on Non-Hyperthreaded Cpus
Category: Computers and Hardware
- upplib
- upplib
29 Sep 2024 13:07
- dave.franchino@gmail.com
- dave.franchino@gmail.com
29 Sep 2024 12:58
Replied by dave.franchino@gmail.com on topic Struggling with custom kinematics...
Struggling with custom kinematics...
Category: Advanced Configuration
- Sandro
- Sandro
29 Sep 2024 12:44 - 29 Sep 2024 12:45
Replied by Sandro on topic Problems with Lichuan Ethercat servo drive
Problems with Lichuan Ethercat servo drive
Category: EtherCAT
- Walkahz
- Walkahz
29 Sep 2024 12:21
Replied by Walkahz on topic Deckel FP4 ATC Retrofit
Deckel FP4 ATC Retrofit
Category: Milling Machines
- Walkahz
- Walkahz
29 Sep 2024 12:10
Linking multiple signals/pins together was created by Walkahz
Linking multiple signals/pins together
Category: ClassicLadder
- Aciera
29 Sep 2024 11:48
Replied by Aciera on topic Struggling with custom kinematics...
Struggling with custom kinematics...
Category: Advanced Configuration
- Aciera
29 Sep 2024 11:10 - 29 Sep 2024 11:59
- gambaf
- gambaf
29 Sep 2024 10:10
Time to create page: 0.952 seconds