Search Results (Searched for: )
- endian

19 Mar 2026 20:04 - 19 Mar 2026 20:15
Replied by endian on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- amanker
- amanker
19 Mar 2026 19:22 - 19 Mar 2026 19:25
Replied by amanker on topic QTPYVCP+VISMACH+LINUXCNC ROLLED INTO ONE?
QTPYVCP+VISMACH+LINUXCNC ROLLED INTO ONE?
Category: QtPyVCP
- Lcvette

19 Mar 2026 18:55
Replied by Lcvette on topic QTPYVCP+VISMACH+LINUXCNC ROLLED INTO ONE?
QTPYVCP+VISMACH+LINUXCNC ROLLED INTO ONE?
Category: QtPyVCP
- andrax

19 Mar 2026 18:09
- dkj4linux
- dkj4linux
19 Mar 2026 17:56
Replied by dkj4linux on topic Remora RP2040-W5500 — immediate joint 0 following error on first move
Remora RP2040-W5500 — immediate joint 0 following error on first move
Category: Computers and Hardware
- john.obrien
- john.obrien
19 Mar 2026 17:55
Difficulty understanding configuration mapping window in PnCConf Wizard was created by john.obrien
Difficulty understanding configuration mapping window in PnCConf Wizard
Category: PnCConf Wizard
- hmnijp
- hmnijp
19 Mar 2026 16:59
Replied by hmnijp on topic tool compensation on joints
tool compensation on joints
Category: General LinuxCNC Questions
- grossm5000
- grossm5000
19 Mar 2026 16:55
Replied by grossm5000 on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards

- tommylight

19 Mar 2026 16:30
Replied by tommylight on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- kmeld
- kmeld
19 Mar 2026 16:19
Replied by kmeld on topic Sudden - Strange behavior of arcs
Sudden - Strange behavior of arcs
Category: General LinuxCNC Questions
- PCW

19 Mar 2026 16:12
Replied by PCW on topic Differential encoder hard crashes the PC MESA7i77
Differential encoder hard crashes the PC MESA7i77
Category: Driver Boards
- dm17ry

19 Mar 2026 16:08
") the MDS-E-V2 drive (2024) happily talking to the MDS-A-CR (1995) power supply without any persuation...
the MDS-E-V2 drive (2024) happily talking to the MDS-A-CR (1995) power supply without any persuation...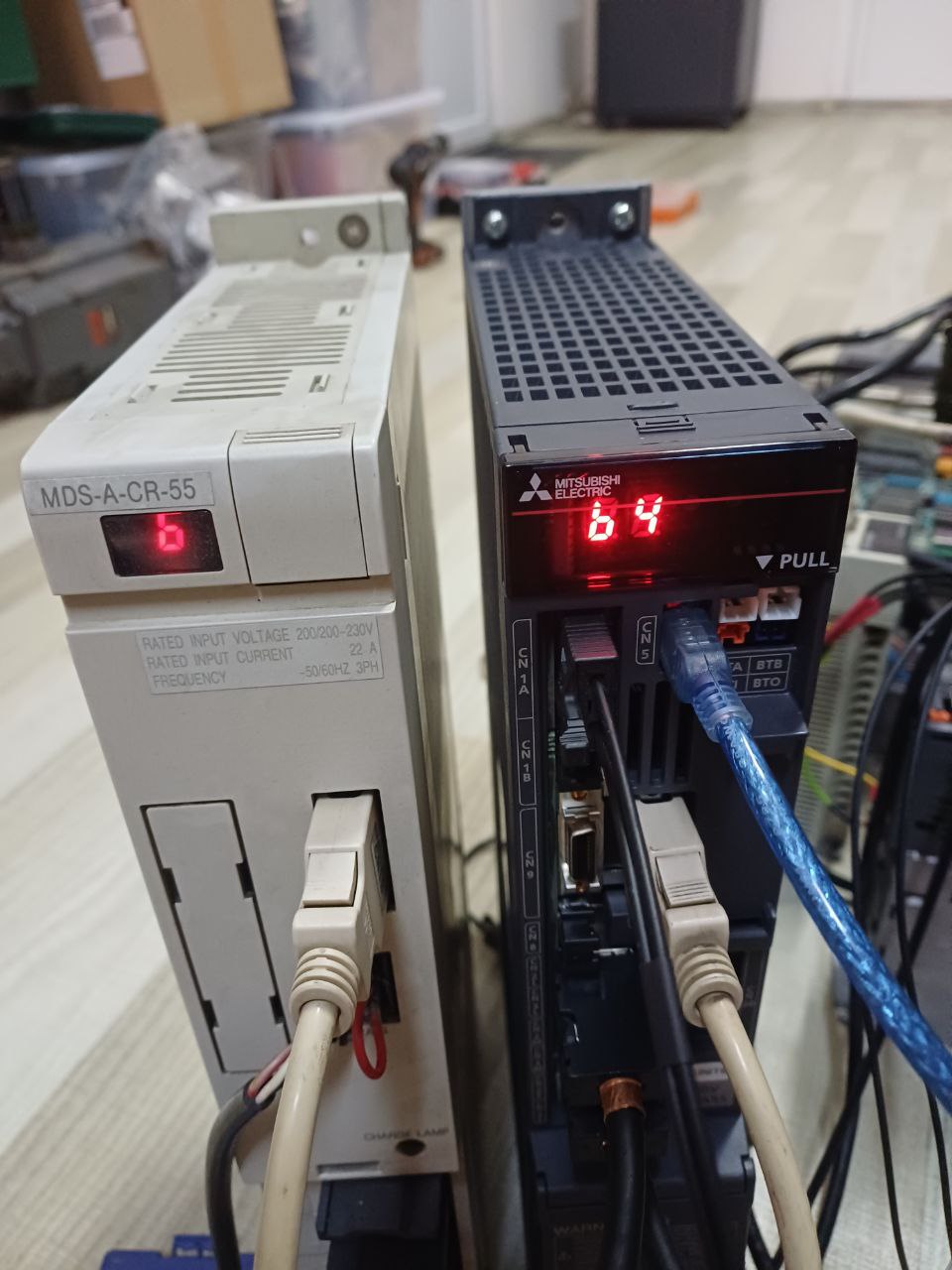
- dm17ry
19 Mar 2026 16:03
Replied by dm17ry on topic Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Mitsubishi MR-J3-XX"A" drive + 7i94 config?
Category: Driver Boards
- tommylight
19 Mar 2026 15:52
Replied by tommylight on topic Sudden - Strange behavior of arcs
Sudden - Strange behavior of arcs
Category: General LinuxCNC Questions
- kmeld
- kmeld
19 Mar 2026 15:46
Sudden - Strange behavior of arcs was created by kmeld
Sudden - Strange behavior of arcs
Category: General LinuxCNC Questions
Time to create page: 0.341 seconds