Search Results (Searched for: )
- grandixximo

20 Apr 2026 11:48
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- papagno-source
- papagno-source
20 Apr 2026 11:37
Replied by papagno-source on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- grandixximo
20 Apr 2026 11:28
Replied by grandixximo on topic Tuning Steperonline A6 Servos
Tuning Steperonline A6 Servos
Category: EtherCAT
- grandixximo
20 Apr 2026 11:18 - 20 Apr 2026 11:19
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- andrax

20 Apr 2026 11:10
Replied by andrax on topic Tuning Steperonline A6 Servos
Tuning Steperonline A6 Servos
Category: EtherCAT
- papagno-source
- papagno-source
20 Apr 2026 10:58
Replied by papagno-source on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- grandixximo
20 Apr 2026 10:46
Replied by grandixximo on topic Launching gladevcp panel with gmoccapy
Launching gladevcp panel with gmoccapy
Category: Gmoccapy
- grandixximo
20 Apr 2026 10:45
Replied by grandixximo on topic Tuning Steperonline A6 Servos
Tuning Steperonline A6 Servos
Category: EtherCAT
- Todd Zuercher

20 Apr 2026 10:41 - 21 Apr 2026 18:39
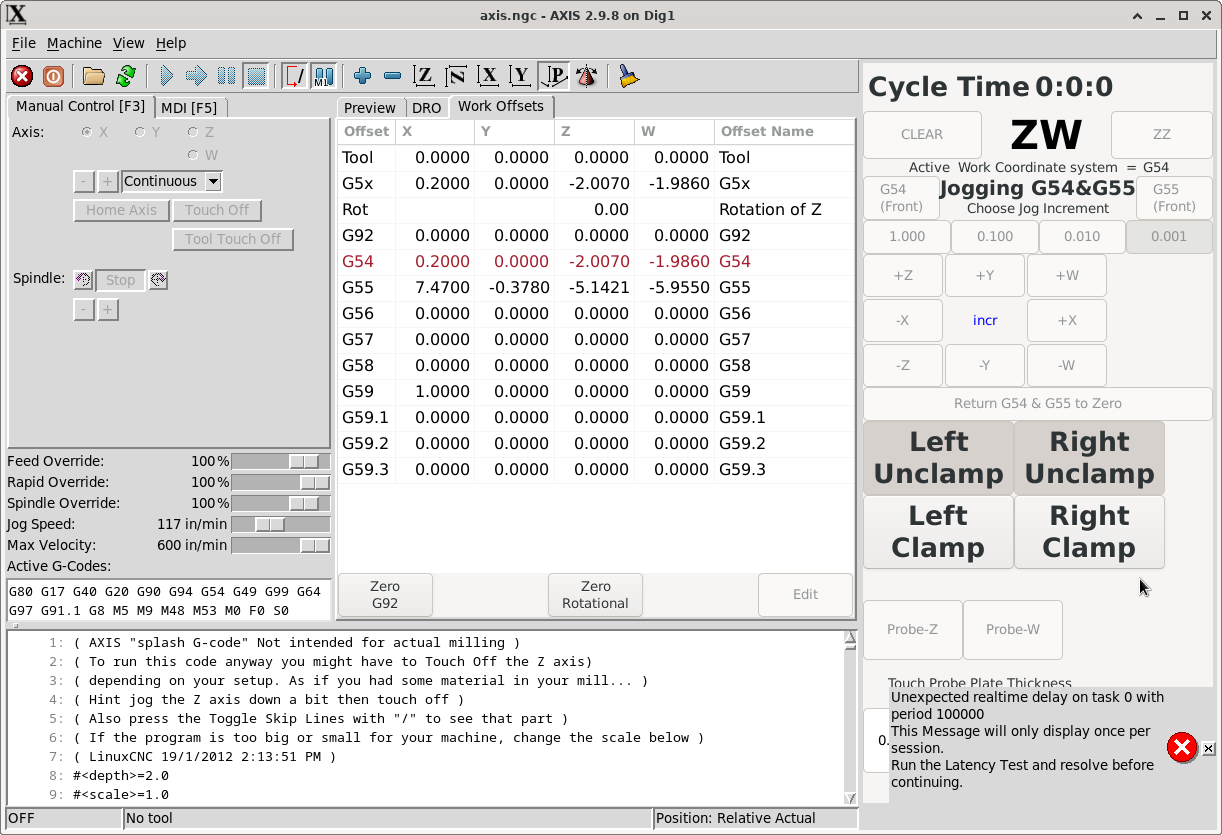
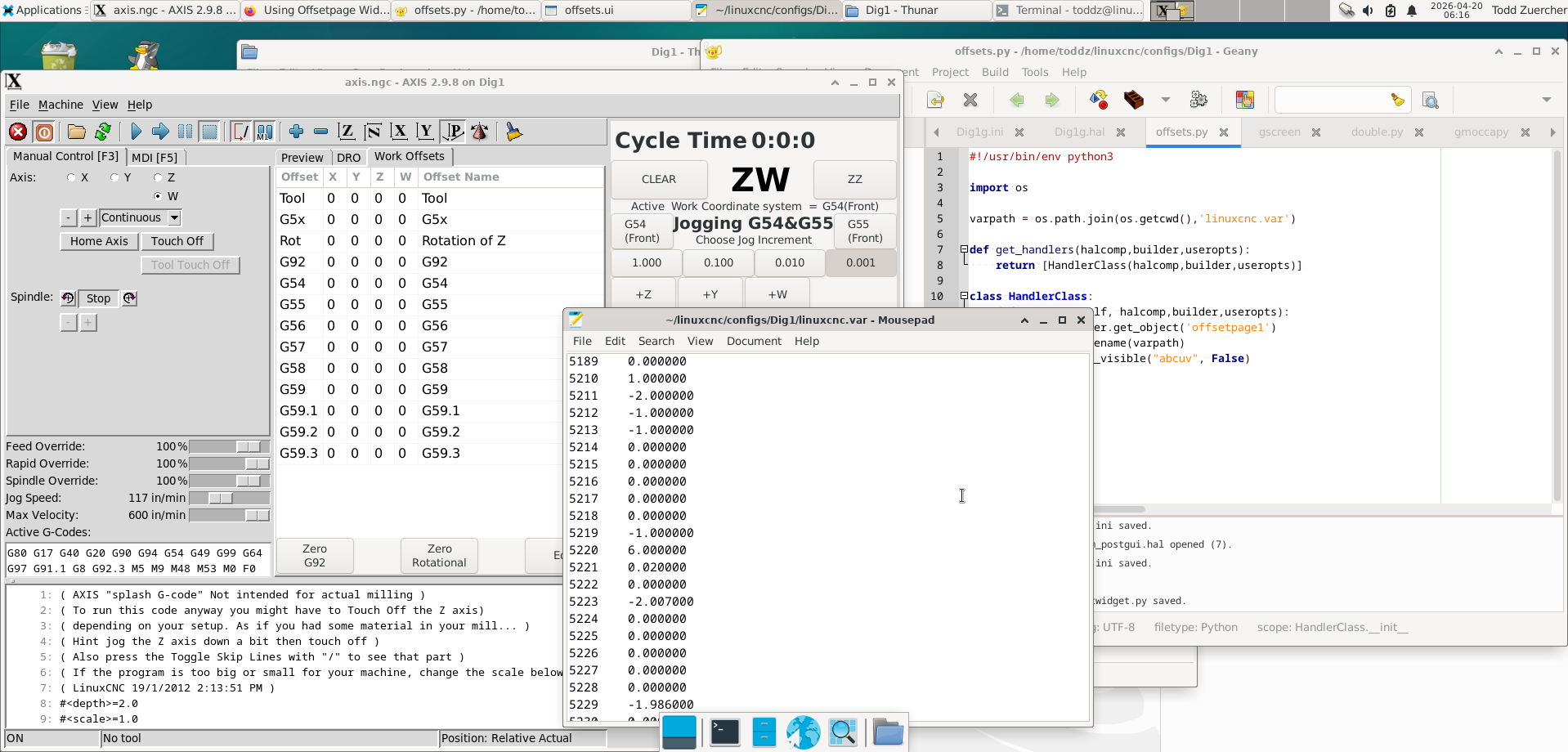
Replied by Todd Zuercher on topic Using Offsetpage Widget?
Using Offsetpage Widget?
Category: GladeVCP
- papagno-source
- papagno-source
20 Apr 2026 10:41
Replied by papagno-source on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- andrax
20 Apr 2026 10:27
Replied by andrax on topic Tuning Steperonline A6 Servos
Tuning Steperonline A6 Servos
Category: EtherCAT
- Todd Zuercher
20 Apr 2026 10:21
Replied by Todd Zuercher on topic Using Offsetpage Widget?
Using Offsetpage Widget?
Category: GladeVCP
- grandixximo
20 Apr 2026 09:37 - 20 Apr 2026 09:38
Replied by grandixximo on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
- Aciera

20 Apr 2026 08:26 - 20 Apr 2026 08:42
Replied by Aciera on topic Launching gladevcp panel with gmoccapy
Launching gladevcp panel with gmoccapy
Category: Gmoccapy
- papagno-source
- papagno-source
20 Apr 2026 08:02
Replied by papagno-source on topic Ethercat random jitter fix
Ethercat random jitter fix
Category: EtherCAT
Time to create page: 0.355 seconds