Search Results (Searched for: )
- MrFluffy
- MrFluffy
14 May 2024 16:28

")

- gastlth1
- gastlth1
14 May 2024 16:22 - 14 May 2024 16:24
Replied by gastlth1 on topic Leadshine EL8 interruptions
Leadshine EL8 interruptions
Category: EtherCAT
- OT-CNC
- OT-CNC
14 May 2024 16:16 - 15 May 2024 18:02
- tommylight

14 May 2024 15:41
Replied by tommylight on topic Mesa boards choice help
Mesa boards choice help
Category: Driver Boards
- PCW

14 May 2024 15:37
- zajc3w
- zajc3w
14 May 2024 15:08 - 14 May 2024 15:13
- westhedge
- westhedge
14 May 2024 15:00
Replied by westhedge on topic XHC-WHB04B-6 and LinuxCNC 2.9.1
XHC-WHB04B-6 and LinuxCNC 2.9.1
Category: Installing LinuxCNC
- CNC-Martin

14 May 2024 14:44
Replied by CNC-Martin on topic Retrofit cnc plasma help needed desperately
Retrofit cnc plasma help needed desperately
Category: Installing LinuxCNC
- PCW
14 May 2024 13:31
Replied by PCW on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- Aciera

14 May 2024 12:29 - 14 May 2024 12:45
- TangentAudio
- TangentAudio
14 May 2024 11:58
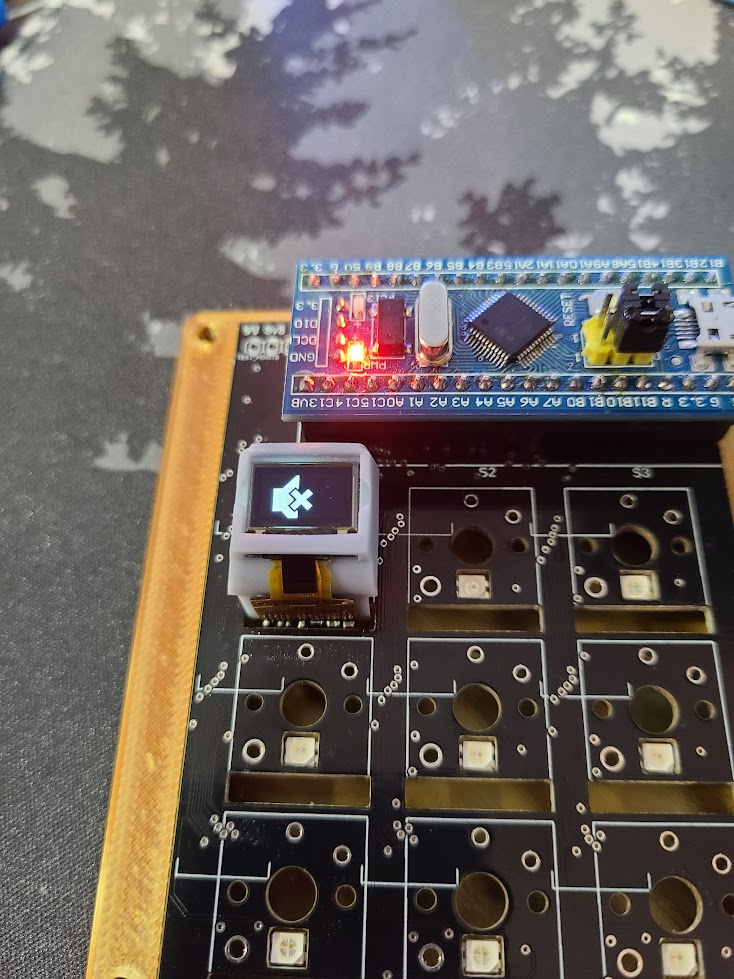
Replied by TangentAudio on topic Announcing Deckard: StreamDeck support for LinuxCNC
Announcing Deckard: StreamDeck support for LinuxCNC
Category: Show Your Stuff

Time to create page: 0.598 seconds