Search Results (Searched for: )
- RoberCNC
- RoberCNC
12 Jul 2026 10:46
Replied by RoberCNC on topic Problem with PROBE tab after running a program
Problem with PROBE tab after running a program
Category: Qtvcp
- Aciera

12 Jul 2026 06:07
- Onkelmat

12 Jul 2026 05:01
- PCW

12 Jul 2026 04:55 - 12 Jul 2026 05:05
- Onkelmat
12 Jul 2026 04:17 - 12 Jul 2026 04:57
- cmorley
- cmorley
12 Jul 2026 00:59
Replied by cmorley on topic Problem with PROBE tab after running a program
Problem with PROBE tab after running a program
Category: Qtvcp
- cmorley
- cmorley
12 Jul 2026 00:37
- tommylight

11 Jul 2026 23:22 - 13 Jul 2026 00:29
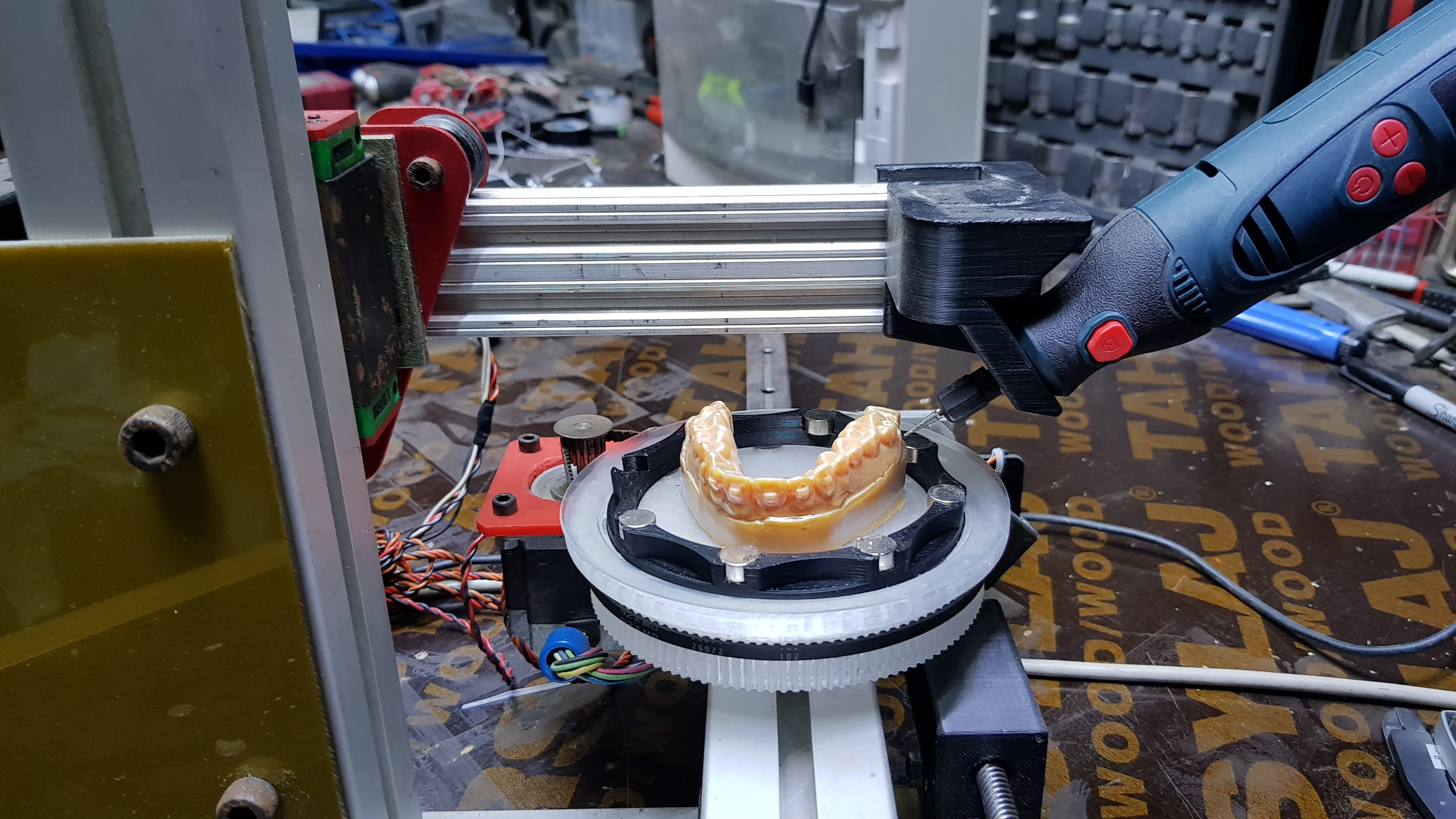
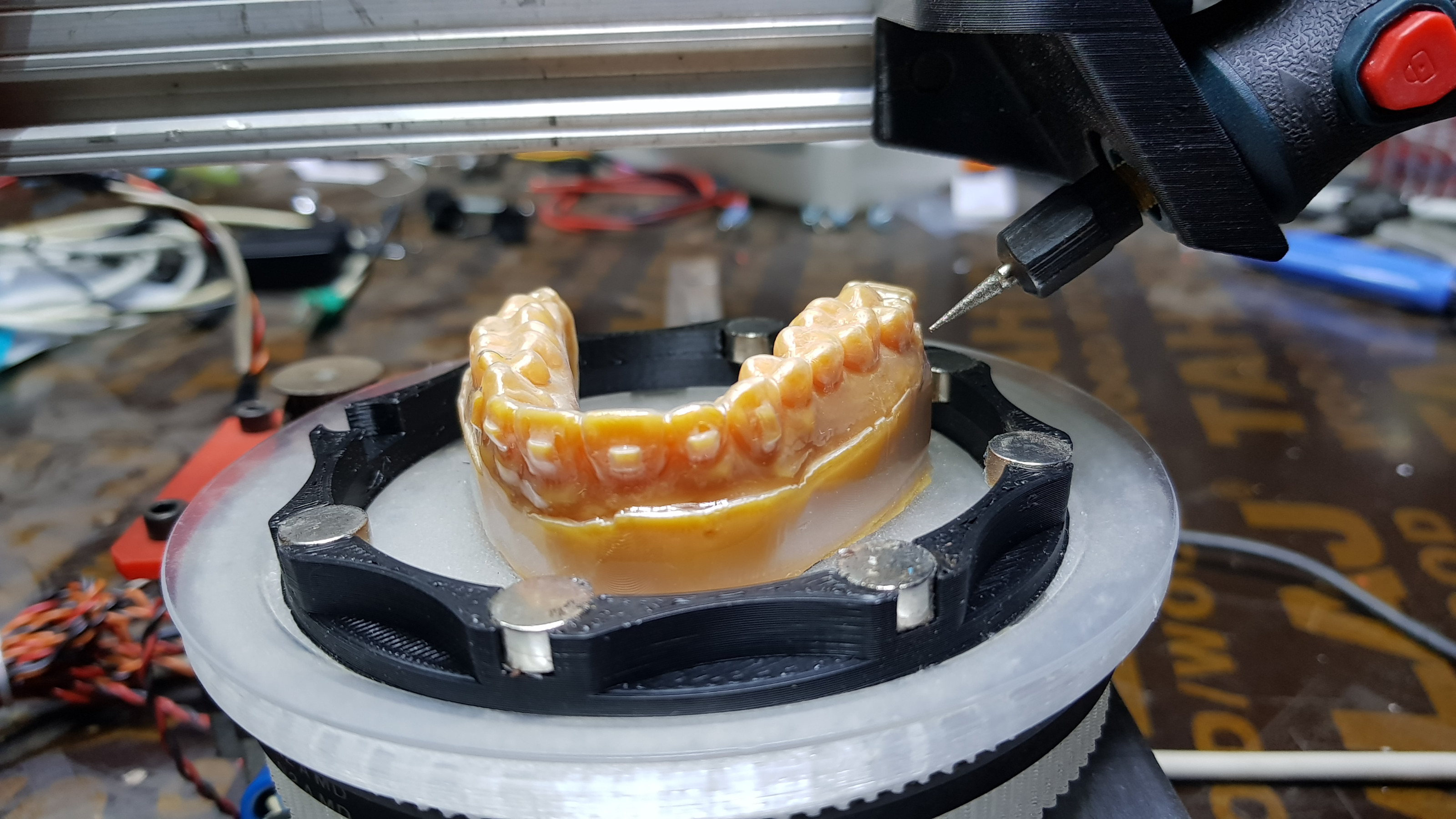
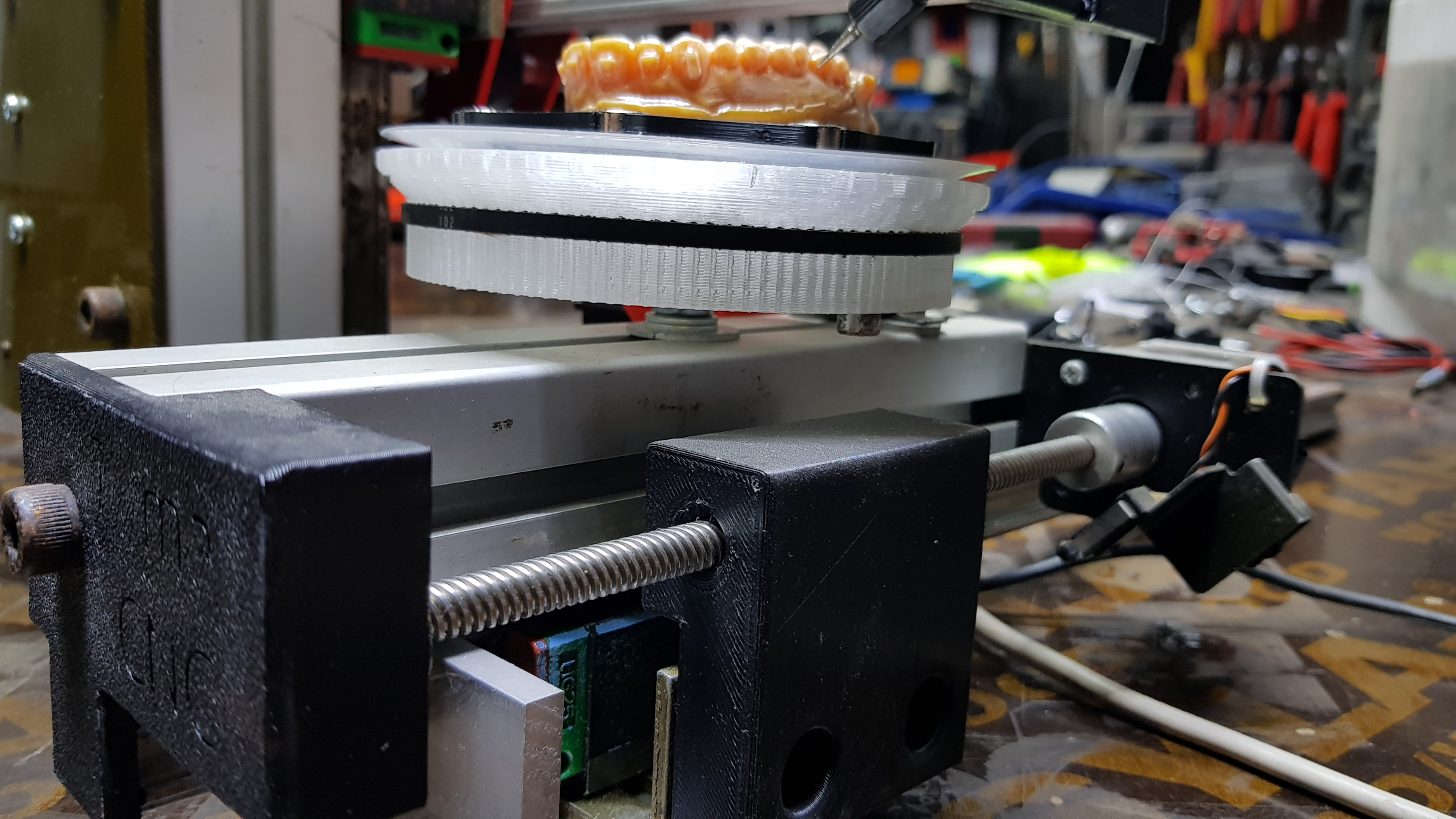
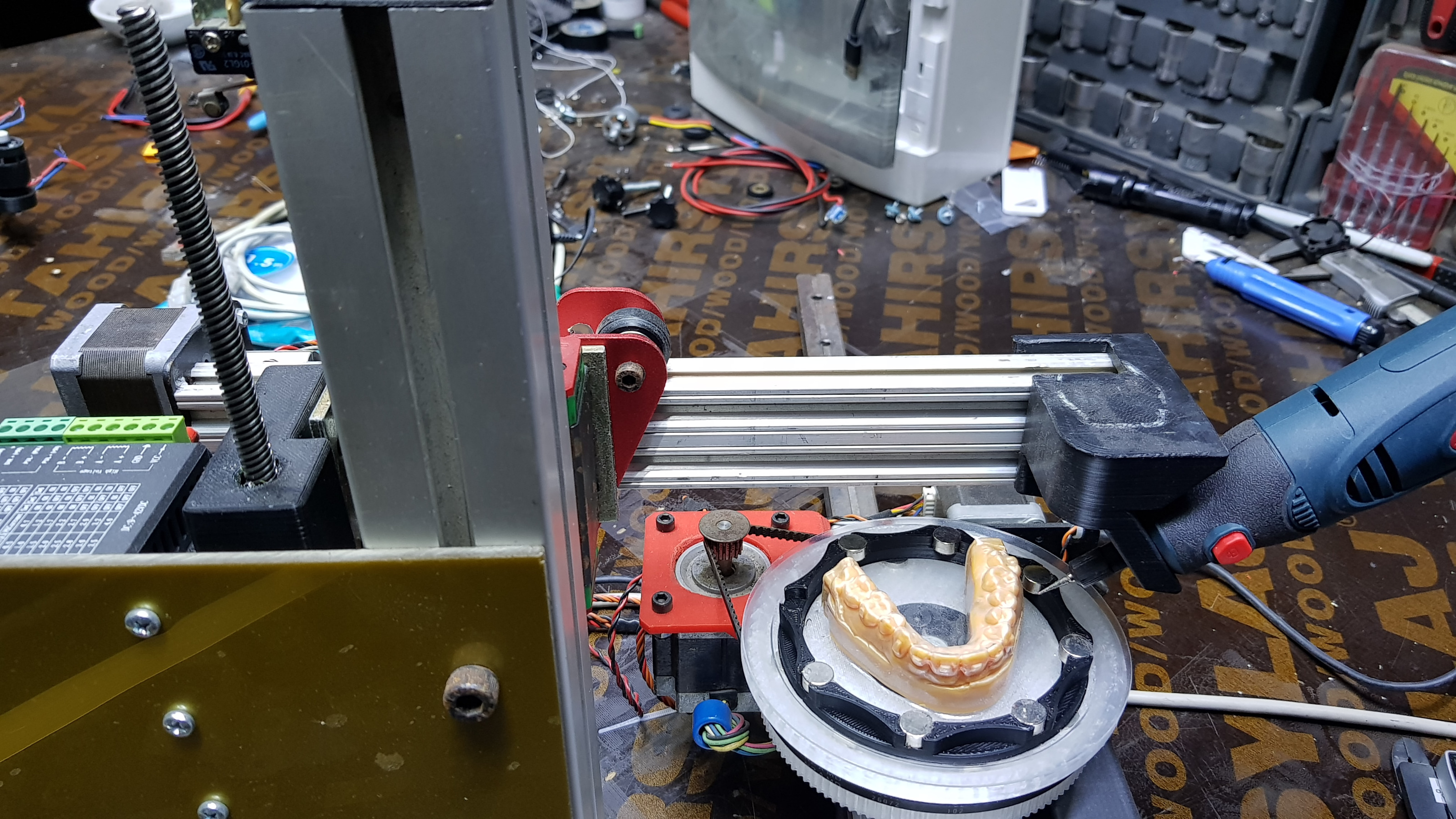
Replied by tommylight on topic Very small 4 axis mill for cutting plastic materials
Very small 4 axis mill for cutting plastic materials
Category: Show Your Stuff
- PCW
11 Jul 2026 22:11
- tommylight
11 Jul 2026 20:51
Replied by tommylight on topic linking U axis to X
linking U axis to X
Category: Advanced Configuration
- foam man
- foam man
11 Jul 2026 20:27
- Jens23
- Jens23
11 Jul 2026 20:12
Replied by Jens23 on topic Trixy Install problems
Trixy Install problems
Category: General LinuxCNC Questions
- FabLabRacing
- FabLabRacing
11 Jul 2026 19:14 - 11 Jul 2026 19:15
Replied by FabLabRacing on topic FabScan - LinuxCNC Camera-Assisted Tracing / Scanning Project
FabScan - LinuxCNC Camera-Assisted Tracing / Scanning Project
Category: Plasma & Laser
")
- cmorley
- cmorley
11 Jul 2026 18:28
Replied by cmorley on topic FabScan - LinuxCNC Camera-Assisted Tracing / Scanning Project
FabScan - LinuxCNC Camera-Assisted Tracing / Scanning Project
Category: Plasma & Laser
- hupernikao23
- hupernikao23
11 Jul 2026 16:52
STM32 ST-LINK Utility will not connect to the target. was created by hupernikao23
STM32 ST-LINK Utility will not connect to the target.
Category: Computers and Hardware
Time to create page: 0.436 seconds