Search Results (Searched for: )
- tommylight

03 Nov 2025 02:21
Replied by tommylight on topic motion.so not found error ...
motion.so not found error ...
Category: General LinuxCNC Questions
")
- MusicCityMfg

03 Nov 2025 01:58 - 03 Nov 2025 02:03
Replied by MusicCityMfg on topic motion.so not found error ...
motion.so not found error ...
Category: General LinuxCNC Questions
- unknown
- unknown
03 Nov 2025 01:25 - 03 Nov 2025 01:27
Replied by unknown on topic Motor Driver Electrical Question
Motor Driver Electrical Question
Category: Basic Configuration
- Dave3891
- Dave3891
03 Nov 2025 01:13 - 03 Nov 2025 01:16
Replied by Dave3891 on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware

- john.obrien
- john.obrien
03 Nov 2025 00:00
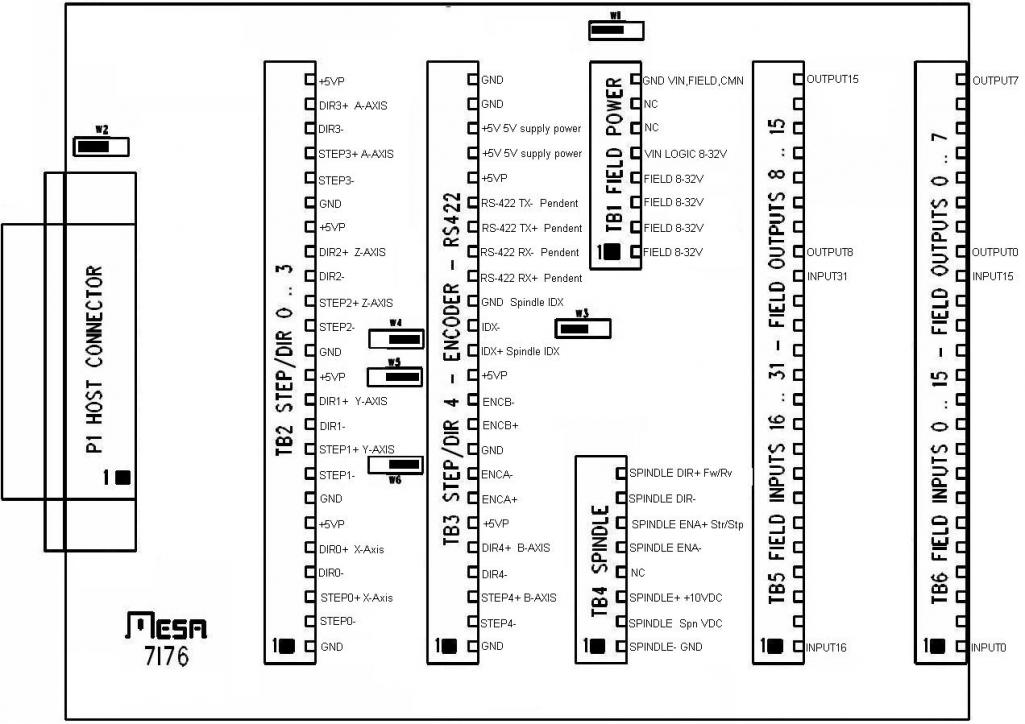
Replied by john.obrien on topic A suggestion for the 7i76 documentation
A suggestion for the 7i76 documentation
Category: Driver Boards
- PCW

02 Nov 2025 21:39
Replied by PCW on topic A suggestion for the 7i76 documentation
A suggestion for the 7i76 documentation
Category: Driver Boards
- tommylight
02 Nov 2025 21:08
Replied by tommylight on topic Mesa sserial cards combination for 3 analog servos + I/O
Mesa sserial cards combination for 3 analog servos + I/O
Category: Driver Boards
- tommylight
02 Nov 2025 21:02
Replied by tommylight on topic Motor Driver Electrical Question
Motor Driver Electrical Question
Category: Basic Configuration
- unknown
- unknown
02 Nov 2025 20:37
Replied by unknown on topic Usable Interface for CNC Turntable on Manual Mill
Usable Interface for CNC Turntable on Manual Mill
Category: Other User Interfaces
- Hakan
- Hakan
02 Nov 2025 20:34
Replied by Hakan on topic Help with Inovance IS620N Servo Drive - Stays in PREOP
Help with Inovance IS620N Servo Drive - Stays in PREOP
Category: EtherCAT
- gardenweazel

02 Nov 2025 19:57
Replied by gardenweazel on topic Motor Driver Electrical Question
Motor Driver Electrical Question
Category: Basic Configuration
- Pinaz993
- Pinaz993
02 Nov 2025 19:53
Usable Interface for CNC Turntable on Manual Mill was created by Pinaz993
Usable Interface for CNC Turntable on Manual Mill
Category: Other User Interfaces
- conman
- conman
02 Nov 2025 19:15
Replied by conman on topic Help with Inovance IS620N Servo Drive - Stays in PREOP
Help with Inovance IS620N Servo Drive - Stays in PREOP
Category: EtherCAT
- john.obrien
- john.obrien
02 Nov 2025 19:09
A suggestion for the 7i76 documentation was created by john.obrien
A suggestion for the 7i76 documentation
Category: Driver Boards
{kind=link}
- conman
- conman
02 Nov 2025 19:03
Replied by conman on topic Help with Inovance IS620N Servo Drive - Stays in PREOP
Help with Inovance IS620N Servo Drive - Stays in PREOP
Category: EtherCAT
Time to create page: 0.445 seconds