Search Results (Searched for: )
- DerKlotz
- DerKlotz
22 Oct 2025 09:00
- Unlogic
- Unlogic
22 Oct 2025 07:17
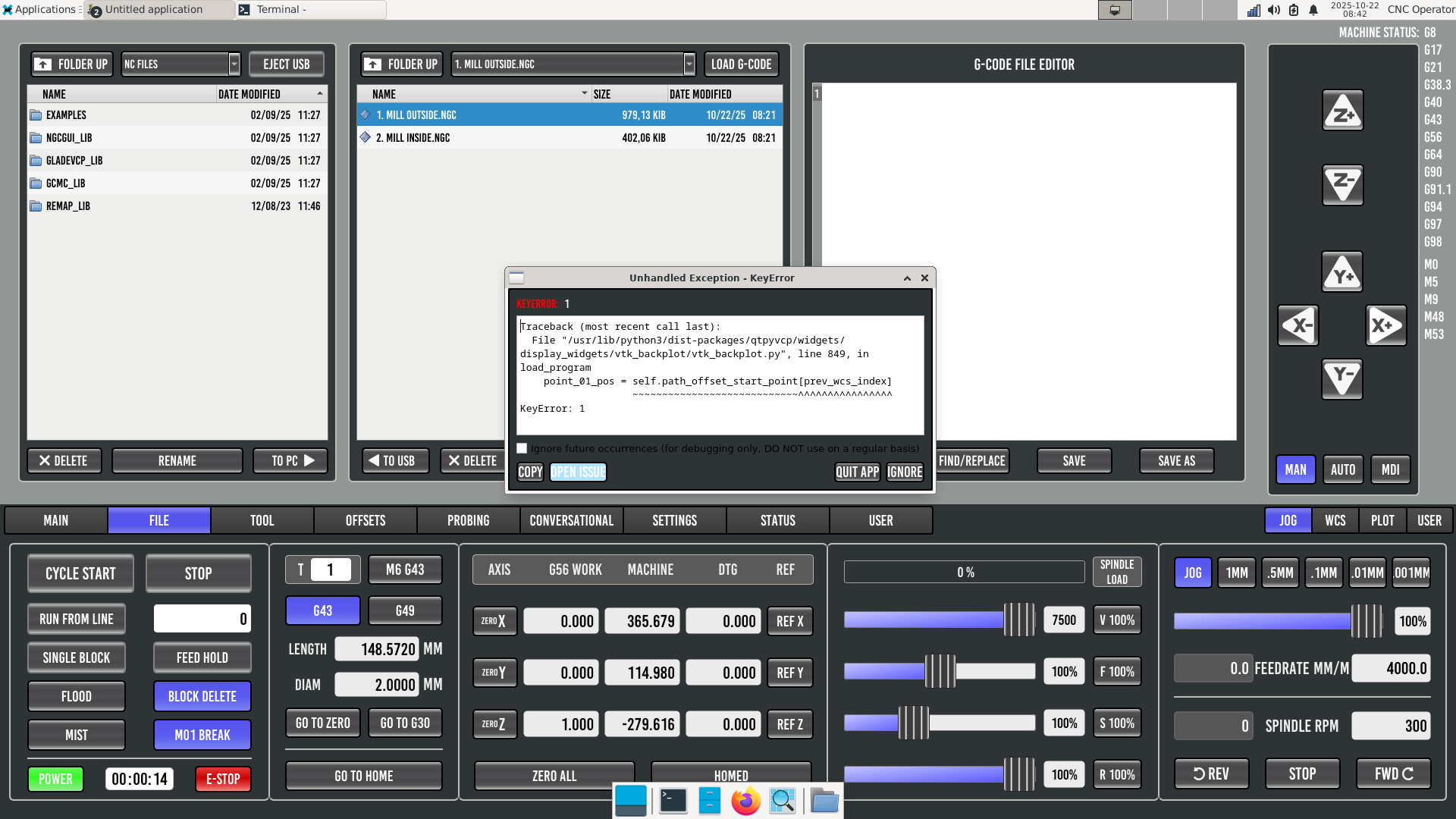
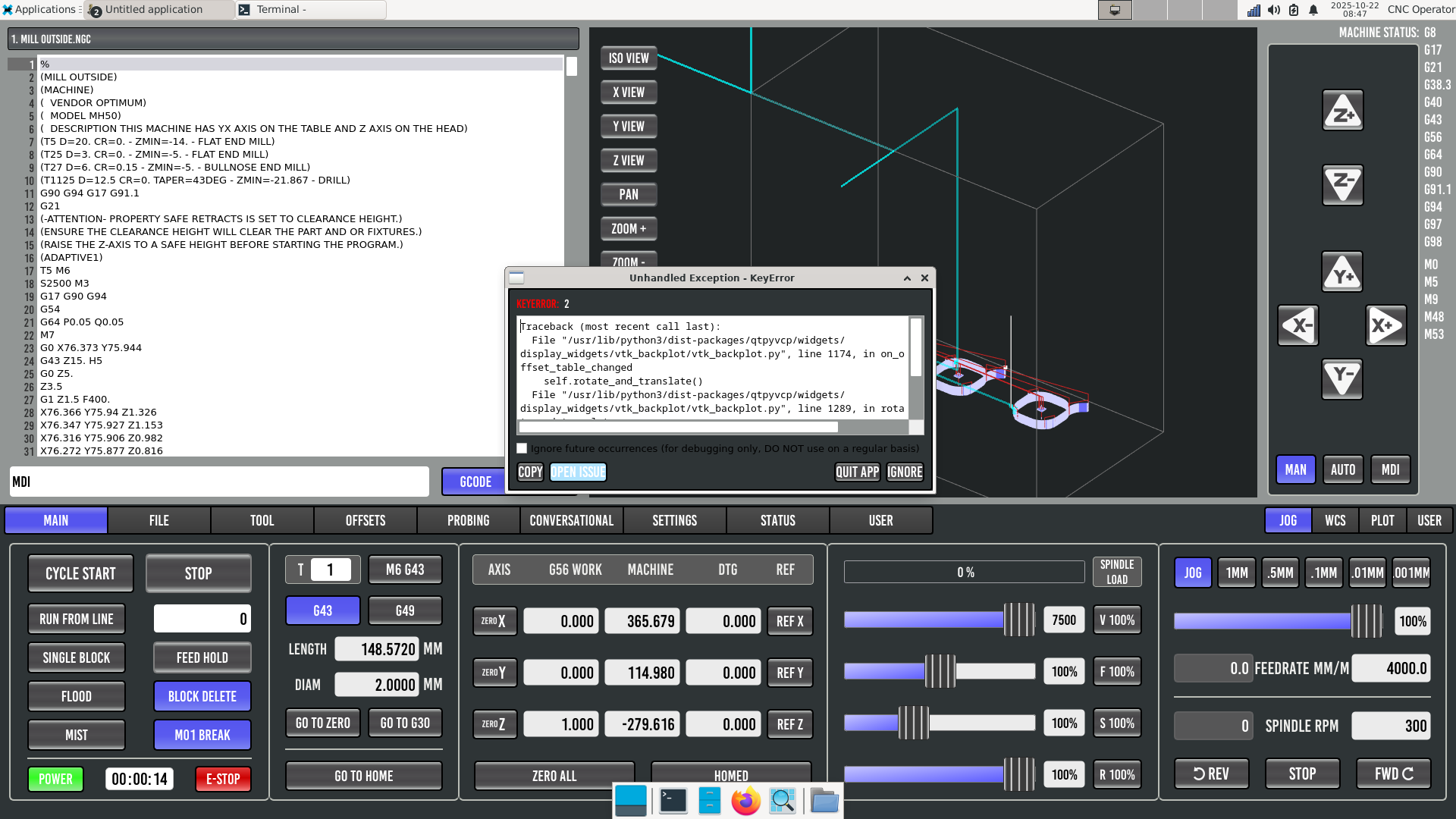
Replied by Unlogic on topic Probe Basic backplot error when loading file
Probe Basic backplot error when loading file
Category: QtPyVCP
- Unlogic
- Unlogic
22 Oct 2025 07:14
Probe Basic backplot error when loading file was created by Unlogic
Probe Basic backplot error when loading file
Category: QtPyVCP
- Hakan
- Hakan
22 Oct 2025 07:02 - 22 Oct 2025 08:53
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff
- unknown
- unknown
22 Oct 2025 06:33
- cmorley
- cmorley
22 Oct 2025 01:03
")
- Meleon
- Meleon
22 Oct 2025 00:11
Replied by Meleon on topic Mesa 7i96s not connecting
Mesa 7i96s not connecting
Category: Driver Boards
- tommylight

21 Oct 2025 23:54
- LearningLinuxCNC

21 Oct 2025 22:51
- Grandberg
- Grandberg
21 Oct 2025 21:31
Replied by Grandberg on topic 7i97T stepgen outputs dead, encoders & I/O OK - suspect damaged P2 interface
7i97T stepgen outputs dead, encoders & I/O OK - suspect damaged P2 interface
Category: Driver Boards
- tommylight
21 Oct 2025 21:27
Replied by tommylight on topic Stepper motors should hold position when error.
Stepper motors should hold position when error.
Category: General LinuxCNC Questions
- JT

21 Oct 2025 20:47
Replied by JT on topic linuxcnc.command().mdi() vs .program_open()
linuxcnc.command().mdi() vs .program_open()
Category: General LinuxCNC Questions
- LeonDolnicar
- LeonDolnicar
21 Oct 2025 19:48
Replied by LeonDolnicar on topic Stepper motors should hold position when error.
Stepper motors should hold position when error.
Category: General LinuxCNC Questions
- rodw

21 Oct 2025 19:41
Replied by rodw on topic Update LinuxCNC 2.9.5 on debian 13
Update LinuxCNC 2.9.5 on debian 13
Category: Installing LinuxCNC
- rodw
21 Oct 2025 19:37
Replied by rodw on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff
Time to create page: 0.751 seconds