Probing setup
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

- Posts: 1850
- Thank you received: 127
Home all axis
move to toolheight probe, X and Y are clear to me but Z confuses me so I would like to get help on how-to set all correct.
[TOOLSENSOR]
# Absolute coordinates of the toolsetter pad
X = 10 >>>>>> 419.5
Y = 10 >>>>>> 95
# Absolute Z start search coordinates
Z = 60 >>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>> This is confusing
# Maximum search distance and direction (sign)
MAXPROBE = -60 >>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>>> Want to start from Z home
# Speed of movements during working in Probe Screen
RAPID_SPEED = 600
# Diameter of toolsetter pad
TS_DIAMETER = 12.7
# The speed of the reverse rotation of the spindle when measuring the tool diameter
REV_ROTATION_SPEED = 300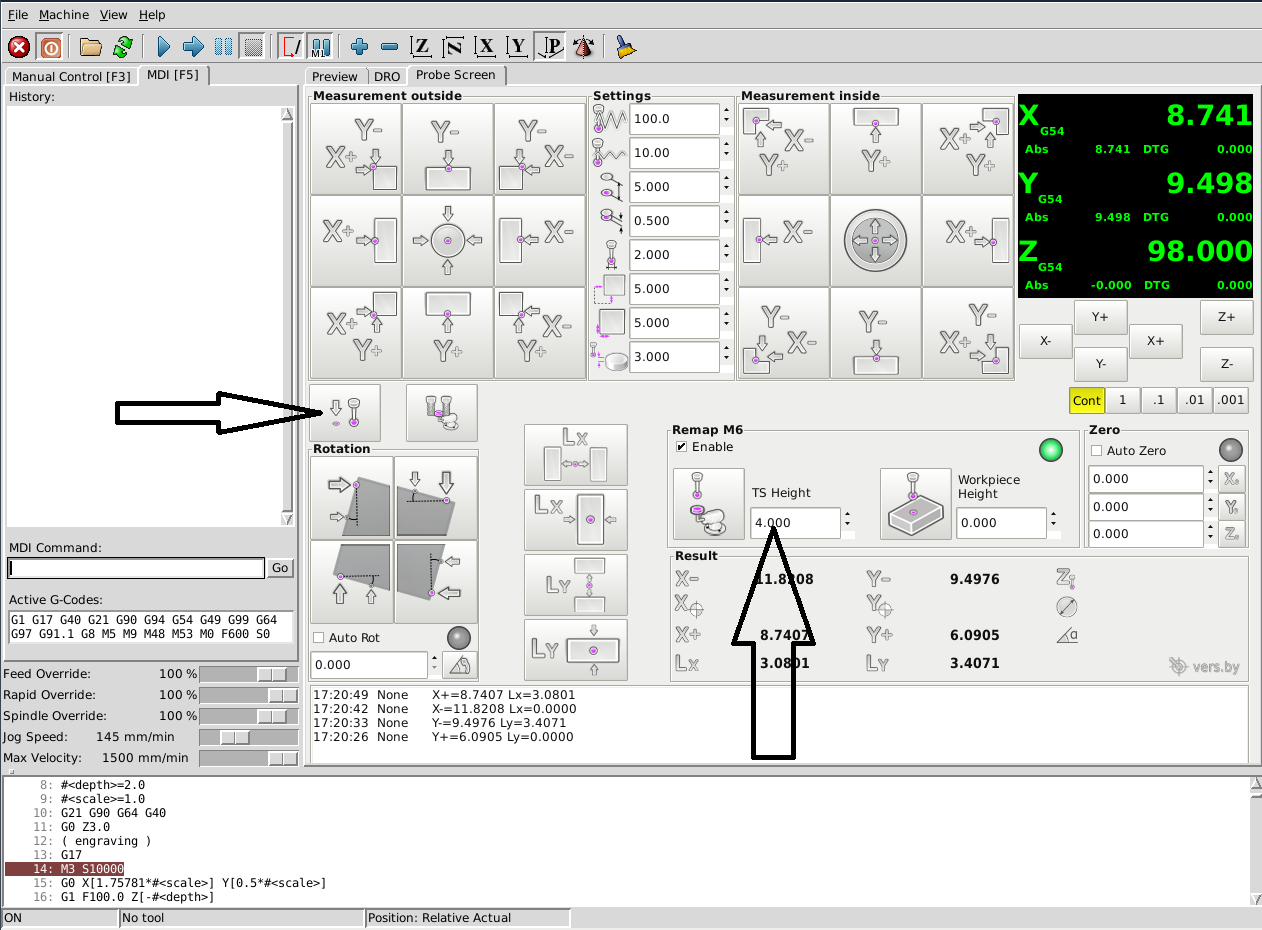
Left arrow in picture I get a negative value of -112.0667 and it is here the confusion starts.
I want to get my MP10 probe to be my master tool T1
Tool table is empty
How do I get all correct to the set correct TS height?
Is it the dimension from table to probe top that is the TS Height? That is measured to be -93.5
Attachments:
Please Log in or Create an account to join the conversation.
- pl7i92
-

- Offline
- Platinum Member
-
- Posts: 1872
- Thank you received: 358
the G10 Z Value
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
(having a bad day with lot of pain, hard to concentrate)
Please Log in or Create an account to join the conversation.
- pl7i92
-
- Offline
- Platinum Member
-
- Posts: 1872
- Thank you received: 358
the Hook is on REMAP make that off first
then switch to absolute in the DRO
you will see the same number in Z as it showes
I shoudt say that i run in lots of trouble by Probescreen so i made a pyvcp and 5 Buttons
and do touchoff by Button and mdi command
depending on coordinate system loaded and need to be loaded for probescreen it can crach the whole mashine
Therfor the tool sensor is on G30 position
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
Also to clarify my machine X/Y home is in upper left corner so my Y goes negative.
This is the way the machine was built and I will not change as it needs a lot of work.
All axis move correctly with my keyboard.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
[TOOLSENSOR]
# Absolute coordinates of the toolsetter pad
X = 419.5
Y = -95
# Absolute Z start search coordinates
Z = 0
# Maximum search distance and direction (sign)
MAXPROBE = -200
# Speed of movements during working in Probe Screen
RAPID_SPEED = 600
# Diameter of toolsetter pad
TS_DIAMETER = 12.7
# The speed of the reverse rotation of the spindle when measuring the tool diameter
REV_ROTATION_SPEED = 300
[CHANGE_POSITION]
# Abs coordinates tool change point
X = 10
Y = -240
Z = 0
With above settings I can run:
All home
Press TS and axid move to tool setter.
Can not command M6 T1 or T2 = nothing happens
But I can run M61 and axis move to TS posiotion
Soft limits on Y is 90 to -240
Any ideas what can be wrong?
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
Norbert
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-preparedin postgui-hal
Is it this line you mean Norbert?
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 1850
- Thank you received: 127
T2 M6 or M6 T2 = no go
Editing postgui.hal = no go
Please Log in or Create an account to join the conversation.