LinuxCNC Features - a kind of NGCGUI
- FernV
-

- Offline
- Platinum Member
-

- Posts: 457
- Thank you received: 124
Please Log in or Create an account to join the conversation.
- FernV
-
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Some changes are
- setup script
- auto detection of units, same files do for metric and inch
- virtual numeric keyboard for int and float input
- add iconview not in a dialog anymore, one click only to select
- updated menu
- more shortcuts/accelerators (click Edit menu to see)
- better integration with gmoccapy and a touchscreen
- better grouping
- new datatype supported : filename
- supports Cut/Copy/Paste
- auto-check for updates
- and more...
Ini files added
- D-Sub connectors
- TrueType and QCad (cxf) fonts
- Counterboring
- Polyline (not fully implemented yet, replaces Draw)
Enjoy
Fern
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Platinum Member
-
- Posts: 1931
- Thank you received: 394
Hi Norbert,
Maybe you could add dynamic user tab, that would open from the right side and cover complete right half of display (axes, program, spindle,..) like a dynamic toolbars that we are used on some windows programs. So one could just hide it when not needed. On 15 inch toucshcreen it is indeed hard to work with embedded tab. I personaly use features standalone on top of gmocapy, but I have to constantly ALT+TAB it, because I dont have a mouse on machine, only TS and keyboard, and I want to get rid of the keyboard too.
Hallo,
have you tried to use the aux screen for that purpose?
Just place a file named gmoccapy2.glade in your config folder and make sure the main window of that glade file is called "window2"
If you go to the settings page, you can hide or show this screen by clicking the corresponding button.
If that works like you wish, it is easy to give that button a hal pin.
Norbert
Please Log in or Create an account to join the conversation.
- fixer
- Offline
- Premium Member
-

- Posts: 132
- Thank you received: 27
This is absolutely GREAT! You did a lot of work here, and I personally am very thankful for this! Polyline feature looks very interesting! Some kind of lead-in move and cutter compensation needed there.
I commented out treeview.expand_all() in line 2558. I dont know what you mean with it, but it works better without it IMHO - it shouldn't expand everything in main tree after adding feature.
I will try to do some work on cxf engrave, I am not sure what is wron with identation. It looks like my editor is doing something funny there, i am still using mousepad...
Please Log in or Create an account to join the conversation.
- fixer
- Offline
- Premium Member
-
- Posts: 132
- Thank you received: 27
Using aux screen is the same as using features in standalone mode. Just a window on top of gmoccapy. Not what I meant. I belive that it would be the best to get myself a larger widescreen touch monitor and use it embedded in right panel.
One thing you mabye could easily do is to prevent graphic preview to always jump to default preview when Features refresh. Sometimes I have some detail zoomed and doing some optimization with parameters there and I have to constantly re-zoom after refresh...
Und wie is es mit deine Luminos?
Please Log in or Create an account to join the conversation.
- FernV
-
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
I commented out treeview.expand_all() in line 2558. I dont know what you mean with it, but it works better without it IMHO - it shouldn't expand everything in main tree after adding feature.
Right, I forgot
Tell me if you like it better this way ;
Uncomment lines 2455 and 2532
Replace lines 2557 and 2558 with
if tree_path is not None and not self.sub_hdrs_in_tv1 :
self.treeview.expand_row(tree_path, False)Fern
Please Log in or Create an account to join the conversation.
- fixer
- Offline
- Premium Member
-
- Posts: 132
- Thank you received: 27
Tell me if you like it better this way ;
Yep, better.
I did my homework too - attached new engrave feature, support for unicode strings and fixed exceptions in main().
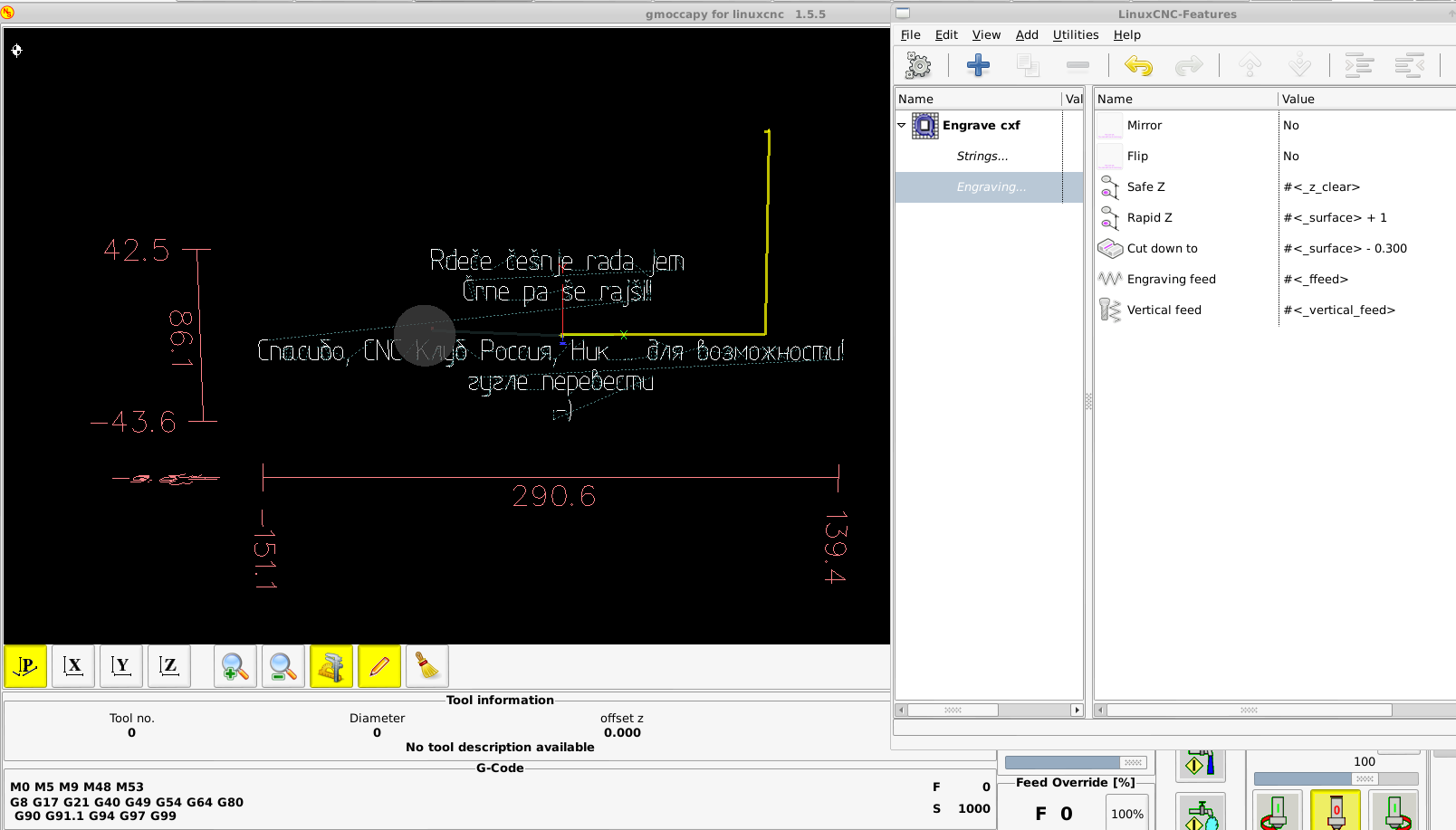
It's your call, but i think it is better to have default values to be like that^^ , imperial would be
#<_surface> + 0.1#<_surface> - 0.01And remove that G0 moves loop in defaults, leave only debug message, M0 and loop.
EDIT: Replaced attachment, major bug removed.
Please Log in or Create an account to join the conversation.
- FernV
-
- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
Yep, better.Tell me if you like it better this way ;
I will make it an option in the Preferences dialog, and others also like the use of Top Features toolbar so you do not have to reconfigure after updating.
I did my homework too - attached new engrave feature, support for unicode strings and fixed exceptions in main().
Real nice now. Flip issue can be solved simply by changing sign of line spacing and limiting input to a minimum of 0.0, what do you think about it ?
It's your call, but i think it is better to have default values to be like that^^ , imperial would be
and#<_surface> + 0.1#<_surface> - 0.01
And remove that G0 moves loop in defaults, leave only debug message, M0 and loop.
Thanks, this is much smarter. I will change it so inputing Safe Z will only need be 0.1 and Cut down to only -0.01. Underneath it will calc #<_surface> + #<_safe_z> and #<_surface> + #<_cut_depth>. I also changed the safety loop.
I will make a quick release this week when done. I also noticed that some TrueType would display but not mill, are bugs in ttt.c or FT library ? I will look at it too.
Regards
Fern
Please Log in or Create an account to join the conversation.
- fixer
- Offline
- Premium Member
-
- Posts: 132
- Thank you received: 27
-I would replace top features with features history.
-SafeZ and surface are set with task. this should do the same move in all subroutines. SafeZ is set above all fixtures, so you cannot hit anything no matter how you arrange your subprograms, surface is where the material starts (cut start). Safe Z is only used in first tmove from previous operation to start of engraving, Rapid Z is where G0 moves between characters are made. First vertical move is from safeZ to rapidZ, from rapidZ to depth is G1 with #_vertical_feed
Make it so that the users will clearly know what are you doing underneath.
And there is a missing underscore _ in mz_engrave.ini at font combo at file Cyrillic_II. And font Sans NS doesnt work, best to delete it from features.
-about ttf it looks there is some kind of problem with trajecotry planner there. With default values, when it comes to engraving of letter "u", the machine starts to move somewhere far away on Y axis - move is not shown in simulation, only when you start the machining... Set your soft limits in simulation linuxcnc ini file to +99999999999 and -99999999999 so it doesn't warn and you will see. I never used G5 moves and I dont know nothing about how is the preview drawn differently to real machining, so i cant really help...
Please Log in or Create an account to join the conversation.
- fixer
- Offline
- Premium Member
-
- Posts: 132
- Thank you received: 27
Using metric units, make a tool with a diameter of 40mm
do a T0M6 in MDI
in features, put only tool change to that tool above
and a circle, dont change any parameter, only tool number
watch LinuxCNC status, variables dtg and distance_to_go while lead-in move and compare to DRO (type linuxcnctop in terminal)
Change tool diameter to 10mm, do a T0M6 in MDI and only repeat start of previous program.
The problem is, that the lead-in move doesn't get executed with big tool, distance_to_go in linuxcnctop is decrementing, but the axes don't move. After the lead in move is finished, it continues to cut a circle on the wrong position. It costed me an expensive tool, destroyed workpiece and a whole afternoon figuring out what actually went wrong.
The following screenshot shows path moves by the same program with only tool diameter changed.
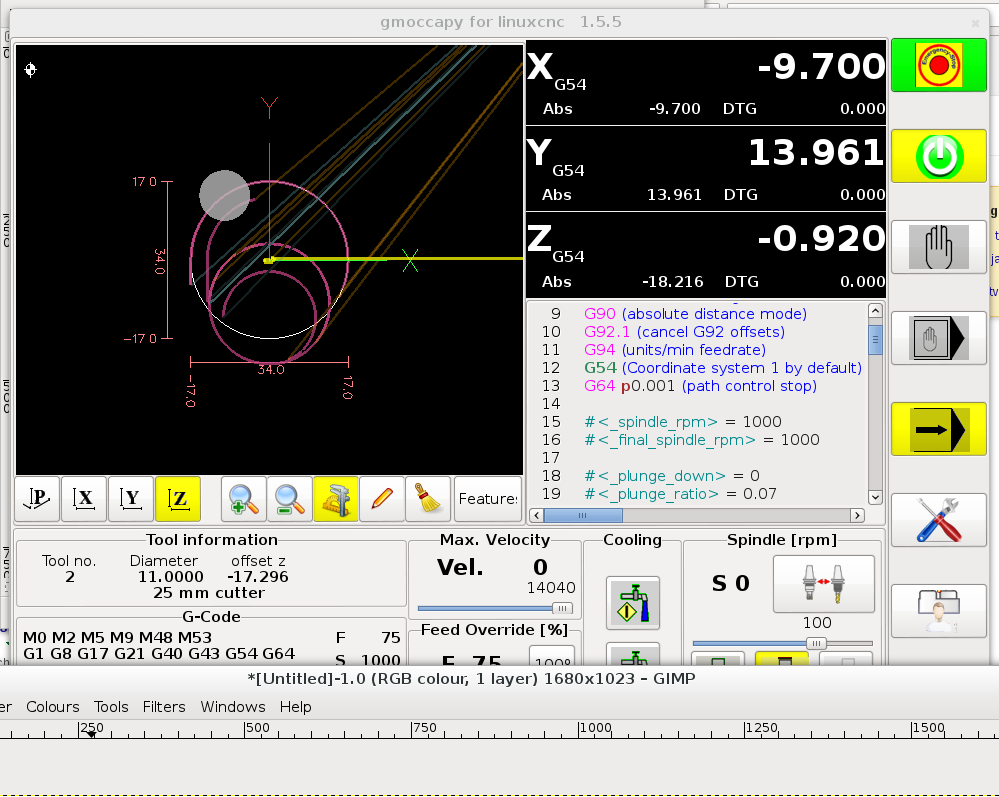
I use lcnc 2.7, features 2.01, with some GUI changes in gmoccapy.py and features.py. Changes should not affect machine moves.
Please Log in or Create an account to join the conversation.