NativeCAM is Features renamed
- FernV
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 457
- Thank you received: 124
09 Dec 2016 18:36 #83834
by FernV
This can be set in lead_in code but it is with a Z axis
At the end, lead_out then M5
I agree as it must be easily usable with any machine already setted up for plasma cutting
Regards
Fern
Replied by FernV on topic Lead in set up
I would watch them if I could find themAs for videos, have a look at some of mine
This is what I am working on but am a little confused about what I should put in it and params needed...Another method mentioned there is a hal component, there is already one made by BigJT for use with THCAD or other THC, it is much easier to modify and understand but if i remember correctly that still needs a sub for finding the material.
This can be set in lead_in code but it is with a Z axis
- procedure of finding pre-entry X,Y points : already done
- procedure of finding the material surface : ok with probing with Z axis or would a THC do it by itself and the next step ?
- retracting to pierce height : is it the same as firing height ?
- firing the torch : should be M3
- waiting for arc ok : should be M66
- waiting for pierce delay : ok with G4
- moving to cutting height : is it different than pierce height
At the end, lead_out then M5
Nothing more, as it would make some things easier for some user but more complicated for others.
I agree as it must be easily usable with any machine already setted up for plasma cutting
Regards
Fern
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21635
- Thank you received: 7391
10 Dec 2016 00:13 #83865
by tommylight
Replied by tommylight on topic Lead in set up
Hi FernV,
Here is the link to videos, there are some of the plasma cutters and some other machines i have built over time.
www.youtube.com/channel/UCS0X88R7n7P2jIF...os?view=57&flow=grid
There are 2 examples of code for probing the material in the wiki so any of those would do the job, there is also one functional (i never tested it, so do not take it for granted) example for Inkscape with gcodetools, under tools library that uses g38.x for probing.
The setup i use on all machines does not use gcode for probing, so it does not need anything except the leadin/out and the M3/M5, everything else is done in HAL.
One more detail:
due to different setups and configurations it is advisable to add an Sxx after the M3 ( M3 S5 for example ), as some configs will not start the torch when an M3 is issued if it is not followed by the spindle speed. That can be any number after the S . No negative values and no zero.
Here is the link to videos, there are some of the plasma cutters and some other machines i have built over time.
www.youtube.com/channel/UCS0X88R7n7P2jIF...os?view=57&flow=grid
There are 2 examples of code for probing the material in the wiki so any of those would do the job, there is also one functional (i never tested it, so do not take it for granted) example for Inkscape with gcodetools, under tools library that uses g38.x for probing.
The setup i use on all machines does not use gcode for probing, so it does not need anything except the leadin/out and the M3/M5, everything else is done in HAL.
One more detail:
due to different setups and configurations it is advisable to add an Sxx after the M3 ( M3 S5 for example ), as some configs will not start the torch when an M3 is issued if it is not followed by the spindle speed. That can be any number after the S . No negative values and no zero.
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21635
- Thank you received: 7391
10 Dec 2016 22:14 #83891
by tommylight
Replied by tommylight on topic Lead in set up
Forgot to add that there is no need for M66, as that is easier done with motion.spindle-at-speed, it requires only 2 lines to be added to hal.
Regards,
Tom
Regards,
Tom
Please Log in or Create an account to join the conversation.
- andersal
-

- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 0
13 Dec 2016 18:44 #84051
by andersal
Replied by andersal on topic NativeCAM is Features renamed
Hi,
I have problems seeing the workpiece in the lcnc view.
I'm running lcnc 2.7.8 on Debian Wheezy and have downloaded the latest version of NativeCAM from GIT.
I've gone through the setup of ncam and I can start it both stand-alone and embedded.
When running embedded and using the demo config file mill-mm.ini (the metric one), functions seem to be working.
- I can add a workpiece
- I can modify it, etc.
However, I cannot see it.. If i rescale the workpiece I can see the lcnc view changing zoom level but the workpiece is invisible.
Don't know if I can provide any more input for this error or if it's known. Please let me know if I can provide more valuable input.
Thanks
Anders
I have problems seeing the workpiece in the lcnc view.
I'm running lcnc 2.7.8 on Debian Wheezy and have downloaded the latest version of NativeCAM from GIT.
I've gone through the setup of ncam and I can start it both stand-alone and embedded.
When running embedded and using the demo config file mill-mm.ini (the metric one), functions seem to be working.
- I can add a workpiece
- I can modify it, etc.
However, I cannot see it.. If i rescale the workpiece I can see the lcnc view changing zoom level but the workpiece is invisible.
Don't know if I can provide any more input for this error or if it's known. Please let me know if I can provide more valuable input.
Thanks
Anders
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 457
- Thank you received: 124
14 Dec 2016 18:51 #84113
by FernV
The answer is in the videos and here
forum.linuxcnc.org/40-subroutines-and-ng...amed?start=150#83272
Fern
Replied by FernV on topic NativeCAM is Features renamed
Hi,
I have problems seeing the workpiece in the lcnc view.
I'm running lcnc 2.7.8 on Debian Wheezy and have downloaded the latest version of NativeCAM from GIT.
I've gone through the setup of ncam and I can start it both stand-alone and embedded.
When running embedded and using the demo config file mill-mm.ini (the metric one), functions seem to be working.
- I can add a workpiece
- I can modify it, etc.
However, I cannot see it.. If i rescale the workpiece I can see the lcnc view changing zoom level but the workpiece is invisible.
Don't know if I can provide any more input for this error or if it's known. Please let me know if I can provide more valuable input.
Thanks
Anders
The answer is in the videos and here
forum.linuxcnc.org/40-subroutines-and-ng...amed?start=150#83272
Fern
Please Log in or Create an account to join the conversation.
- andersal
-
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 0
14 Dec 2016 19:16 #84116
by andersal
Replied by andersal on topic NativeCAM is Features renamed
How in the world could I miss that, sorry?
Thanks, it works and I must say that I'm impressed both by the product itself and your support/reply capacity..
Big thanks for NativeCAM.
Anders
Thanks, it works and I must say that I'm impressed both by the product itself and your support/reply capacity..
Big thanks for NativeCAM.
Anders
Please Log in or Create an account to join the conversation.
- gmouer
- Offline
- Elite Member
-

Less
More
- Posts: 212
- Thank you received: 9
23 Dec 2016 19:56 #84645
by gmouer
Replied by gmouer on topic NativeCAM is Features renamed
Hi Fern,
I have been using and learning NativeCam on a bridgeport mill I just finished retrofitting. I am loving NativeCam !
I have a couple questions. I have a touchprobe and played around with the probing routines. I understand them fairly well. Is there a parameter somewhere I am not seeing that sets the maximum probe travel before the code faults out? For probing the stock in X and Y I would like a bit more travel so that centering on the stock in the beginning is not as critical.
The other questions is if there are any plans to add more probing routines? Things such as finding the center of a circle pocket or the center of a round boss would be extremely useful.
Thanks for your work! I am really enjoying it.
George
I have been using and learning NativeCam on a bridgeport mill I just finished retrofitting. I am loving NativeCam !
I have a couple questions. I have a touchprobe and played around with the probing routines. I understand them fairly well. Is there a parameter somewhere I am not seeing that sets the maximum probe travel before the code faults out? For probing the stock in X and Y I would like a bit more travel so that centering on the stock in the beginning is not as critical.
The other questions is if there are any plans to add more probing routines? Things such as finding the center of a circle pocket or the center of a round boss would be extremely useful.
Thanks for your work! I am really enjoying it.
George
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 457
- Thank you received: 124
24 Dec 2016 16:28 #84671
by FernV
To you George and to all readers I wish a very merry Christmas and hope you also have a personal relation with my Lord Jesus Christ
Best regards
Fern
Replied by FernV on topic NativeCAM is Features renamed
You can change probing params default in the 'Preferences/Probing' tabI have a couple questions. I have a touchprobe and played around with the probing routines. I understand them fairly well. Is there a parameter somewhere I am not seeing that sets the maximum probe travel before the code faults out? For probing the stock in X and Y I would like a bit more travel so that centering on the stock in the beginning is not as critical.
You can probe a hole or a boss using 'Probe Stock'. Bring the tip of your probe in the center of the hole (above or at the height you want it to be probed) or a boss/cylinder (of course above it), set the mode Inside/Outside, Probe height +/- then run. Safe relative z will be the height it will go up before changing side to probe. You do not have to initially set axes to 0, all values are relative to where it started. The end position will be aligned where you selected for X/Y axes and optionnaly be set to 0.0.The other questions is if there are any plans to add more probing routines? Things such as finding the center of a circle pocket or the center of a round boss would be extremely useful.
To you George and to all readers I wish a very merry Christmas and hope you also have a personal relation with my Lord Jesus Christ
Best regards
Fern
Please Log in or Create an account to join the conversation.
- gmouer
- Offline
- Elite Member
-
Less
More
- Posts: 212
- Thank you received: 9
24 Dec 2016 18:05 #84672
by gmouer
Replied by gmouer on topic NativeCAM is Features renamed
Thanks much Fern ! I totally missed that ability to probe circles !
As for the preferences, which one in particular sets the max distance traveled when probing before a fault message comes up?
Have a great Christmas Fern ! I already got my favorite gift, NativeCam!
George
As for the preferences, which one in particular sets the max distance traveled when probing before a fault message comes up?
Have a great Christmas Fern ! I already got my favorite gift, NativeCam!
George
Please Log in or Create an account to join the conversation.
- franstrein
- Offline
- Junior Member
-

Less
More
- Posts: 27
- Thank you received: 2
29 Dec 2016 13:45 #84850
by franstrein
Replied by franstrein on topic NativeCAM is Features renamed
Handling of Drill Array in NativeCam
Hi,
I added recently NativeCam to my gmoccapy setup for my Deckel FP1 mill. It looks good, and I am trying to get a better understanding. One of the first operations I needed, was using "Drill Array". However I doesn't give the results I expected:
In a workpiece of 65*16*12mm , I plan to drill 3 holes, at x coordinates 16.5, 32.5 and 48.5, and all on y coordinate 7. These are references from the front left corner of the workpiece.
However the generated g-code appears to be done for (0,0) . (16,0) and (32,0) coordinates.
The screenshots below are from my simulated VMWare environment, but on the real machine simular results happen, and even start drilling at (-16,0). That might be due to the coordinate system used?
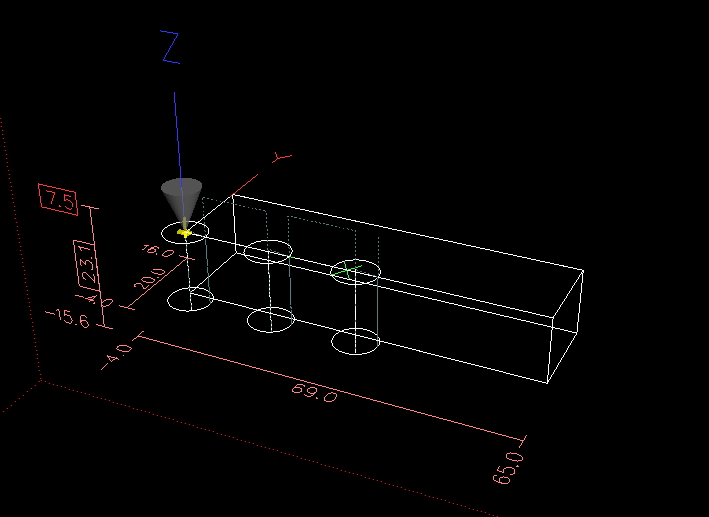
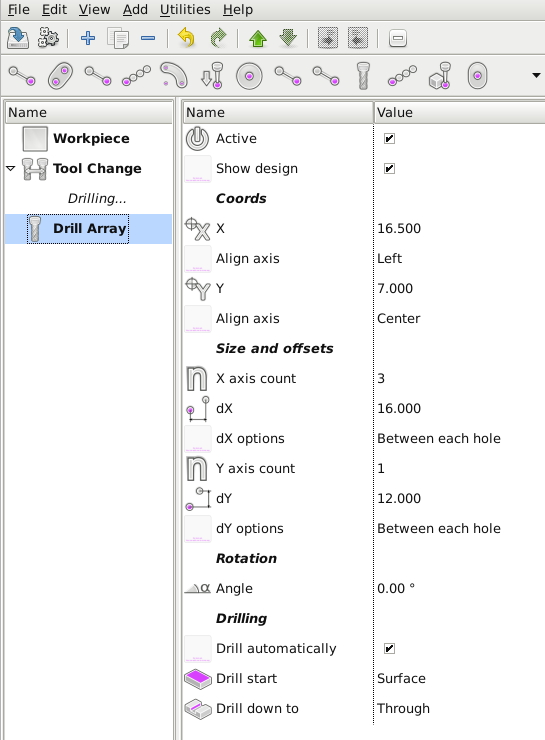
What am I doing wrong here?
Thanks,
Frans
Hi,
I added recently NativeCam to my gmoccapy setup for my Deckel FP1 mill. It looks good, and I am trying to get a better understanding. One of the first operations I needed, was using "Drill Array". However I doesn't give the results I expected:
In a workpiece of 65*16*12mm , I plan to drill 3 holes, at x coordinates 16.5, 32.5 and 48.5, and all on y coordinate 7. These are references from the front left corner of the workpiece.
However the generated g-code appears to be done for (0,0) . (16,0) and (32,0) coordinates.
The screenshots below are from my simulated VMWare environment, but on the real machine simular results happen, and even start drilling at (-16,0). That might be due to the coordinate system used?
What am I doing wrong here?
Thanks,
Frans
Please Log in or Create an account to join the conversation.
Time to create page: 0.334 seconds