PathPilot Lathe with 6 place turret
- PCW
-

- Away
- Moderator
-

Less
More
- Posts: 17993
- Thank you received: 5281
04 Feb 2018 14:08 #105402
by PCW
Replied by PCW on topic PathPilot Lathe with 6 place turret
if the LEDS never light up. I would check that the 7I76 encoder inputs are jumpered to match the encoder type
does the encoder position change when you rotate the spindle? Also are you sure you have the correct firmware?
( stock Pathpilot will re-write the 5I25 firmware with Tormachs firmware )
does the encoder position change when you rotate the spindle? Also are you sure you have the correct firmware?
( stock Pathpilot will re-write the 5I25 firmware with Tormachs firmware )
Please Log in or Create an account to join the conversation.
- brianTruck
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 99
- Thank you received: 6
04 Feb 2018 14:47 - 04 Feb 2018 14:48 #105404
by brianTruck
Replied by brianTruck on topic PathPilot Lathe with 6 place turret
PCW,
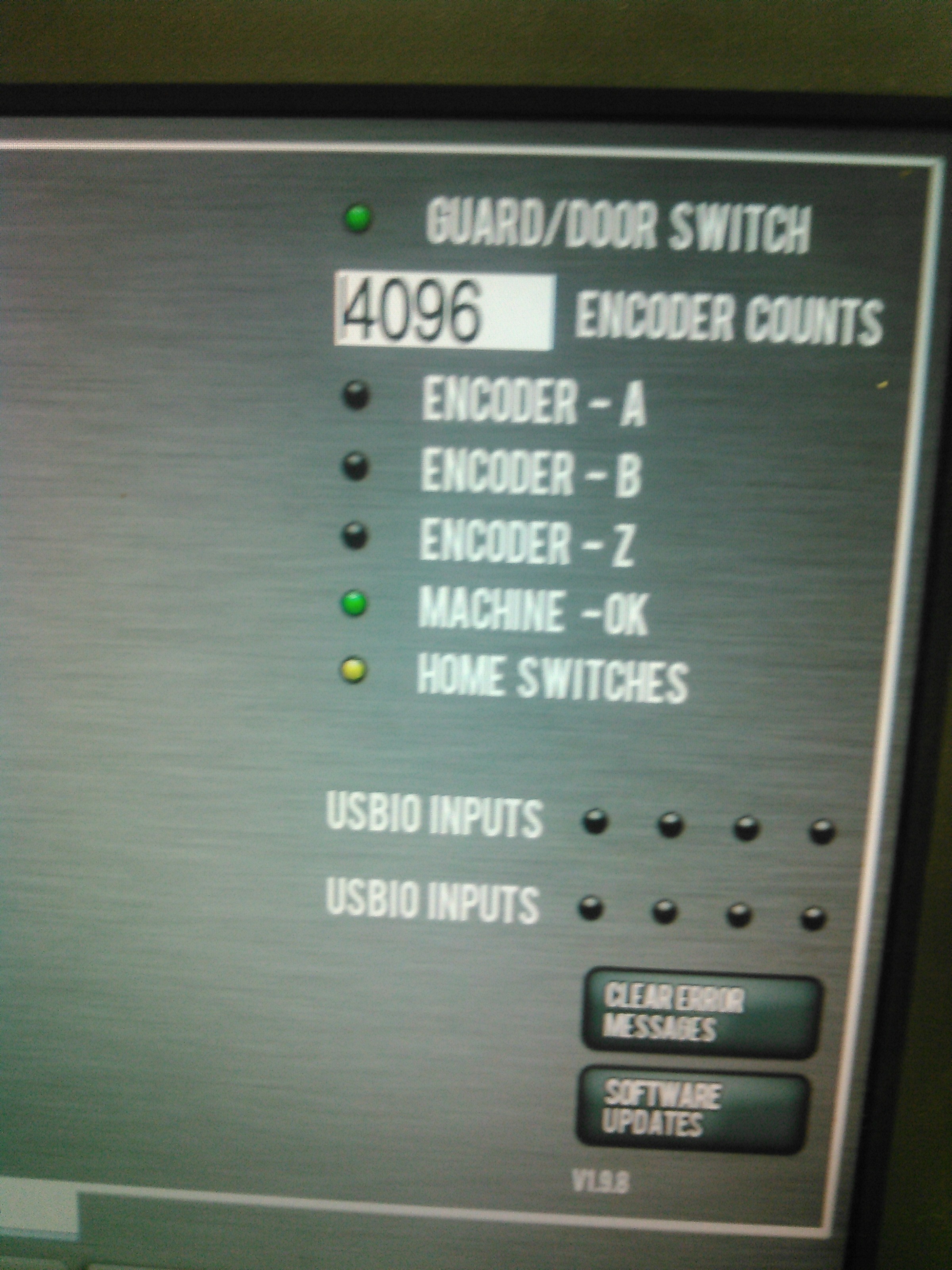
I using the mesa/5i25_7i76x2.bit file, I moved the jumpers over to the left (single ended input) for the us digital e6-1024-500-ie-s-d-d-b
encoder. I show 4096 counts per revolution, but have no way of confirming index pulse.
Thanks'
Brian
I using the mesa/5i25_7i76x2.bit file, I moved the jumpers over to the left (single ended input) for the us digital e6-1024-500-ie-s-d-d-b
encoder. I show 4096 counts per revolution, but have no way of confirming index pulse.
Thanks'
Brian
Last edit: 04 Feb 2018 14:48 by brianTruck.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17993
- Thank you received: 5281
04 Feb 2018 16:01 - 04 Feb 2018 16:01 #105407
by PCW
Replied by PCW on topic PathPilot Lathe with 6 place turret
You can check index with halcmd/halmeter:
halmeter spindle-index-enable
halcmd sets spindle-index-enable true
then watch spindle-index-enable as you turn the spindle, it should go false on index detection
halmeter spindle-index-enable
halcmd sets spindle-index-enable true
then watch spindle-index-enable as you turn the spindle, it should go false on index detection
Last edit: 04 Feb 2018 16:01 by PCW.
Please Log in or Create an account to join the conversation.
- brianTruck
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 99
- Thank you received: 6
04 Feb 2018 17:25 - 04 Feb 2018 17:26 #105408
by brianTruck
Replied by brianTruck on topic PathPilot Lathe with 6 place turret
Pathpilot doesn't let us access most of halcmd and halmeter functions.
Here is the code in the post GUI file that displays status on screen, the encoder count works.
net spindle-encoder-count hm2_5i25.0.encoder.00.count => tormach.encoder-count
net sig1 => tormach.encoder-a
net sig2 => tormach.encoder-b
net sig3 => tormach.encoder-z
I do have Pathpilot controlling my spindle, but can't tell if it's using the encoder to keep the spindle at speed.
Thanks'
Brian
Here is the code in the post GUI file that displays status on screen, the encoder count works.
net spindle-encoder-count hm2_5i25.0.encoder.00.count => tormach.encoder-count
net sig1 => tormach.encoder-a
net sig2 => tormach.encoder-b
net sig3 => tormach.encoder-z
I do have Pathpilot controlling my spindle, but can't tell if it's using the encoder to keep the spindle at speed.
Thanks'
Brian
Last edit: 04 Feb 2018 17:26 by brianTruck.
Please Log in or Create an account to join the conversation.
- PCW
-
- Away
- Moderator
-
Less
More
- Posts: 17993
- Thank you received: 5281
04 Feb 2018 17:44 #105409
by PCW
Replied by PCW on topic PathPilot Lathe with 6 place turret
You should be able to run halcmd and halmeter with
admin halcmd
admin halmeter
or start Pathpilot in a window and run the commands from a terminal
I really can't imagine trying to get this working without a tool set that lets you see what's happening behind the curtain...
In fact getting a working debug tool set should be the first priority
Closed loop spindle speed control will require modifying the hal file
( and this again will be much harder than it needs to be without having a working debug tool set )
admin halcmd
admin halmeter
or start Pathpilot in a window and run the commands from a terminal
I really can't imagine trying to get this working without a tool set that lets you see what's happening behind the curtain...
In fact getting a working debug tool set should be the first priority
Closed loop spindle speed control will require modifying the hal file
( and this again will be much harder than it needs to be without having a working debug tool set )
Please Log in or Create an account to join the conversation.
- smgvbest
-

- Offline
- Elite Member
-

Less
More
- Posts: 311
- Thank you received: 51
04 Feb 2018 21:41 #105420
by smgvbest
Replied by smgvbest on topic PathPilot Lathe with 6 place turret
both ADMIN HALCMD and ADMIN HALMETER work in PP at least it does in mine.
also if you check for messages I and another got ADMIN HALSHOW working that should help as well.
you can also find a linuxcnc build that matches PP then you can copy files needed over to PP if things are missing. (i do have the old binary.hybrid.iso from that version is anyone needs it)
also if you check for messages I and another got ADMIN HALSHOW working that should help as well.
you can also find a linuxcnc build that matches PP then you can copy files needed over to PP if things are missing. (i do have the old binary.hybrid.iso from that version is anyone needs it)
Please Log in or Create an account to join the conversation.
- brianTruck
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 99
- Thank you received: 6
04 Feb 2018 21:48 - 04 Feb 2018 21:49 #105422
by brianTruck
Replied by brianTruck on topic PathPilot Lathe with 6 place turret
I'll check later on admin halcmd and admin halmeter. For now I can tell you that everything seems to be working ,the spindle speeds up when tool get closer to center. If i unplug the encoder while lathe is cutting all axis come to a stop until I plug encoder back in (rpm gauge also goes to zero).
I'm fighting a little bit with if this thing is running in diameter or radius mode.
Thanks'
Brian
I'm fighting a little bit with if this thing is running in diameter or radius mode.
Thanks'
Brian
Last edit: 04 Feb 2018 21:49 by brianTruck.
Please Log in or Create an account to join the conversation.
- brianTruck
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 99
- Thank you received: 6
06 Feb 2018 12:38 #105485
by brianTruck
Replied by brianTruck on topic PathPilot Lathe with 6 place turret
Ok,
I found my error in the x axis ,I forgot that x only moves half the distance. I had my stepscale set for the full distance.
smgvbest,
How do you see halmeter ? I've tried -
admin halmeter spindle-index-enable
admin halcmd sets spindle-index-enable true
in the mdi line but nothing happens
Thanks'
Brian
I found my error in the x axis ,I forgot that x only moves half the distance. I had my stepscale set for the full distance.
smgvbest,
How do you see halmeter ? I've tried -
admin halmeter spindle-index-enable
admin halcmd sets spindle-index-enable true
in the mdi line but nothing happens
Thanks'
Brian
Please Log in or Create an account to join the conversation.
- brianTruck
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 99
- Thank you received: 6
11 Feb 2018 02:21 #105730
by brianTruck
Replied by brianTruck on topic PathPilot Lathe with 6 place turret
Here is a good run ,sort of.
Brian
Brian
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-
Less
More
- Posts: 19879
- Thank you received: 4644
26 Feb 2018 20:53 #106568
by andypugh
Replied by andypugh on topic PathPilot Lathe with 6 place turret
Maybe
admin halcmd loadusr halmeter
admin halcmd loadusr halmeter
The following user(s) said Thank You: brianTruck
Please Log in or Create an account to join the conversation.
Time to create page: 3.493 seconds