More Z-Axis Issues
- phillc54
-

- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
I think what you saw was this:5) Tried to load it in LinuxCNC as .ngc and got error "*" not valid character. I searched the g-code and there was no * in it.
6) Renamed the file to .tap so it would bypass parser.
7) Loaded it in LinuxCNC again and got error "Material 1 not in list". So I commented out lines 11 and 12 shown below.
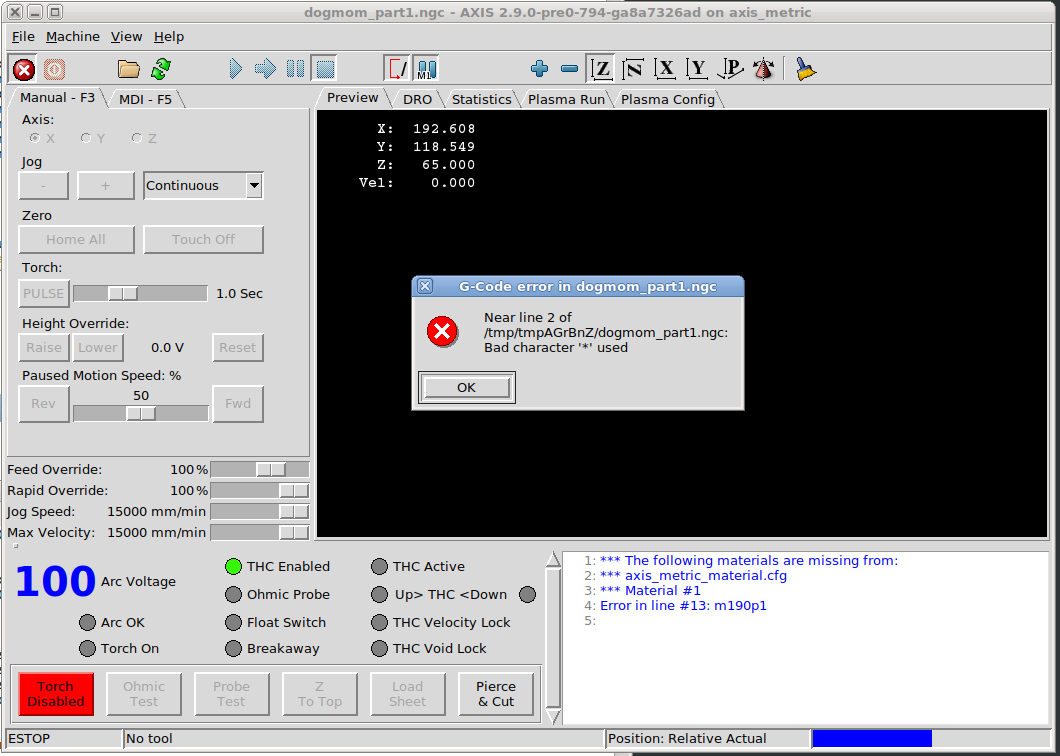
The popup, which comes from Axis itself shows an error that appears in the GCode display at lower right. The lines begin with asterisks so the program errors and won't run.
The GCode display shows that material #1 is missing.
I see you don't use the material file functionality so the post I sent you will not work.
Attachments:
Please Log in or Create an account to join the conversation.
- MakingStuff
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

- Posts: 121
- Thank you received: 14
Did you have a feed rate value set in the Cut Parameters of the Run Panel?
No of course not:) You even told me to set it. I had it set to zero for g-code value. It worked when I set it in the run panel. However your post processor does the same thing. When it fails LinuxCNC won't resume.
I have noticed something. I have now cut 4 of the Dog Mom signs testing this problem. It always fails on the same piece each time. Both your post processor and mine, it fails and the piece always falls in the water too. Other parts fall in the water and they do not cause the error. I'm wondering if there is something in the g-code like you mentioned earlier. The last line right before M5 is where it always stops.
(start dogmom #3 torch, 12.85")
G0 X5.85276 Y4.18647
M3 $0 S1
G3 X5.83648 Y4.32125 I-0.07553 J0.05925
G2 X5.64111 Y4.52655 I0.60545 J0.77181
G2 X5.52631 Y4.74461 I0.65922 J0.48628
G1 X5.52583 Y4.74615
G2 X5.45187 Y5.22757 I1.85617 J0.53155
G1 X5.45186 Y5.22810
G2 X5.47642 Y5.50975 I1.49045 J0.01189
G1 X5.47656 Y5.51045
G1 X5.47840 Y5.51922
G3 X5.47335 Y5.61018 I-0.39120 J0.02391
G1 X5.47324 Y5.61085
G3 X5.43278 Y5.72107 I-0.28812 J-0.04323
G3 X5.19549 Y6.00807 I-1.71638 J-1.17751
G1 X5.19499 Y6.00859
G1 X5.11240 Y6.09619
G2 X4.98067 Y6.26522 I0.87210 J0.81549
G2 X4.75882 Y5.35871 I-4.76794 J0.68647
G2 X4.41838 Y4.67063 I-2.97352 J1.04294
G2 X4.05096 Y4.24341 I-1.83788 J1.20898
G2 X4.28149 Y4.24556 I0.12499 J-1.03867
G2 X4.37720 Y4.21504 I-0.01317 J-0.20661
G2 X4.38313 Y4.21021 I-0.01554 J-0.02513
G2 X4.42331 Y4.12111 I-0.10831 J-0.10246
G1 X4.42337 Y4.12043
G2 X4.42478 Y3.90570 I-1.78277 J-0.11908
G3 X4.40900 Y3.37992 I39.76928 J-1.45630
G3 X4.44874 Y2.13984 I10.58945 J-0.28129
G3 X4.57870 Y1.39876 I5.44951 J0.57369
G1 X4.58737 Y1.37017
G3 X4.73062 Y0.99265 I2.44354 J0.71130
G3 X4.86704 Y0.77534 I1.71405 J0.92457
G2 X4.86871 Y0.77327 I-0.49049 J-0.39492
G2 X4.77736 Y1.16426 I1.48691 J0.55355
G2 X4.80726 Y1.91576 I2.62525 J0.27191
G2 X5.20429 Y3.07373 I3.98673 J-0.71989
G2 X5.64029 Y3.72560 I2.90976 J-1.47445
G2 X6.22259 Y4.16775 I1.37236 J-1.20283
G2 X6.18238 Y4.17492 I0.21318 J1.31255
G2 X5.83761 Y4.32041 I0.15555 J0.84984
M5
Please Log in or Create an account to join the conversation.
- rodw
-

- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
Do you have a leadout programmed in Sheetcam? Tommy mentioned this early but if there was a leadout into a part that dropped away, you would loose the arc when it falls.
I would recommend that you save your Sheetcam toolset and import it into plasmac using Phill's materialverter script.
Maybe share your DXF file and somebody might give it a try.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
It has me perplexed...
Please Log in or Create an account to join the conversation.
- MakingStuff
-
Topic Author
- Offline
- Premium Member
-
- Posts: 121
- Thank you received: 14
I would recommend that you save your Sheetcam toolset and import it into plasmac using Phill's materialverter script.
Where do I find this script?
Please Log in or Create an account to join the conversation.
- MakingStuff
-
Topic Author
- Offline
- Premium Member
-
- Posts: 121
- Thank you received: 14
Rod, there is no leadout so I thought it may be because the last cut which was an arc may be really short but the last bit of code posted showed the last arc as 0.3772" (9.58mm) although the next to last is 0.0408" (1.04mm).
I was thinking about commenting out the line of g-code that fails and see what happens. If the part still falls in the water with the line commented out, then we know what is causing it.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
It should be in you config directory
I would recommend that you save your Sheetcam toolset and import it into plasmac using Phill's materialverter script.
Where do I find this script?
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
I also noticed the feed override was set at 120%
What thickness is your material? (in inches or mm would be good as I find Gauge confusing)
What plasma cutter?
What hardware? eg Mesa/Thoma etc.
It would be good to share your DXF. (And I don't even drink bourbon!) It would be interesting to cut it on a known good machine with a known good post processor (mine is different to Phill's)
Please Log in or Create an account to join the conversation.
- MakingStuff
-
Topic Author
- Offline
- Premium Member
-
- Posts: 121
- Thank you received: 14
I also noticed the feed override was set at 120%
What thickness is your material? (in inches or mm would be good as I find Gauge confusing)
What plasma cutter?
What hardware? eg Mesa/Thoma etc.
I turned the feed rate up to 120% to see if if would stop the part from falling in the water.
Material is 16ga steel.
Harbor Freight Plasma cutter set to 40amps.
I have a Mesa 7i96 and a Proma Compact 150 THC.
I don't mind sharing the .dxf. I showed the Jack Daniels in the video but the Dog Mom has consistently lost the arc in the same spot. I have it attached.
Please Log in or Create an account to join the conversation.
- rodw
-
- Offline
- Platinum Member
-
- Posts: 11967
- Thank you received: 4078
This is 1.6mm aluminium (I make that 16 ga) @ 3490 mm/min (137.4 inches per min), 40 amps


More likely to be an acceleration issue causing a flameout as I guessed earlier. I would use halscope to observe the current velocity (motion.current−vel) with torch disabled and observe how much it slows on those tight corners.
You may need to fine tune your acceleration (as fast as you can get) or play around with cut height.
Also applying a fillet on those sharp corners or relaxing the G64 parameters might help reduce the slow down on corners
I've attached my post processor. I'm not saying its perfect but I know it works.
Attachments:
Please Log in or Create an account to join the conversation.