Optimum Optimill MH50V CNC conversion
- COFHAL
- Offline
- Platinum Member
-

Less
More
- Posts: 455
- Thank you received: 61
04 Oct 2024 20:55 #311308
by COFHAL
Replied by COFHAL on topic Optimum Optimill MH50V CNC conversion
Excellent work. Could you share your configuration and the parameters of the spindle servo?
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-

Less
More
- Posts: 240
- Thank you received: 120
04 Oct 2024 21:19 #311311
by Unlogic
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
Thanks COFHAL, all the configuration for the spindle is included in this post:
forum.linuxcnc.org/12-milling/50559-opti...sion?start=70#309845
When it comes to the servo drive for the spindle I haven't changed anything so far apart from the following settings:
- Pulses per revolution
- Encoder pulses per revolution
- Disable limit switches
- Increase max RPM
I haven't even ran the tuning function in the Delta software for it yet as I wanted to have the new spindle bearings in place and properly broken in first. So I'm sure there is a lot of potential for further tuning left.
forum.linuxcnc.org/12-milling/50559-opti...sion?start=70#309845
When it comes to the servo drive for the spindle I haven't changed anything so far apart from the following settings:
- Pulses per revolution
- Encoder pulses per revolution
- Disable limit switches
- Increase max RPM
I haven't even ran the tuning function in the Delta software for it yet as I wanted to have the new spindle bearings in place and properly broken in first. So I'm sure there is a lot of potential for further tuning left.
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-
Less
More
- Posts: 240
- Thank you received: 120
14 Oct 2024 07:51 - 07 Nov 2024 18:57 #312042
by Unlogic
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
I took the brave pill and tried rigid tapping for the first time this weekend. Even though it was nerve wracking to watch it worked like a charm.
I read through the documentation for rigid tapping on the LinuxCNC website but there was one thing I couldn't find. How do I do rigid tapping with chip breaking/pecking?
I read through the documentation for rigid tapping on the LinuxCNC website but there was one thing I couldn't find. How do I do rigid tapping with chip breaking/pecking?
Last edit: 07 Nov 2024 18:57 by Unlogic. Reason: Fixed embedded video
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-
Less
More
- Posts: 240
- Thank you received: 120
11 Dec 2024 06:19 - 11 Dec 2024 10:19 #316453
by Unlogic
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
I updated from LinuxCNC 2.9.2 to 2.9.3 along with latest version of Probe Basic yesterday.
Everything went smoothly and I decided to attach a camera to the mill so that I could record some milling.
Overall the macine works great but I really need to upgrade the BT40 spindle so I that can run at higher rpm's. It would significantly cut down the maching time if I could run 6000-10000 rpm instead of the ~3000 rpm I'm currently limited too.
Everything went smoothly and I decided to attach a camera to the mill so that I could record some milling.
Overall the macine works great but I really need to upgrade the BT40 spindle so I that can run at higher rpm's. It would significantly cut down the maching time if I could run 6000-10000 rpm instead of the ~3000 rpm I'm currently limited too.
Last edit: 11 Dec 2024 10:19 by Unlogic. Reason: Fix embedding of youtube video
The following user(s) said Thank You: pommen
Please Log in or Create an account to join the conversation.
- timo
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 60
11 Dec 2024 07:21 - 11 Dec 2024 07:25 #316456
by timo
Replied by timo on topic Optimum Optimill MH50V CNC conversion
The machine looks very good. Does more than one vise add a lot to a hobby machine?
I change setups a lot and sometimes clamp direct on the table or use a 3-jaw chuck.
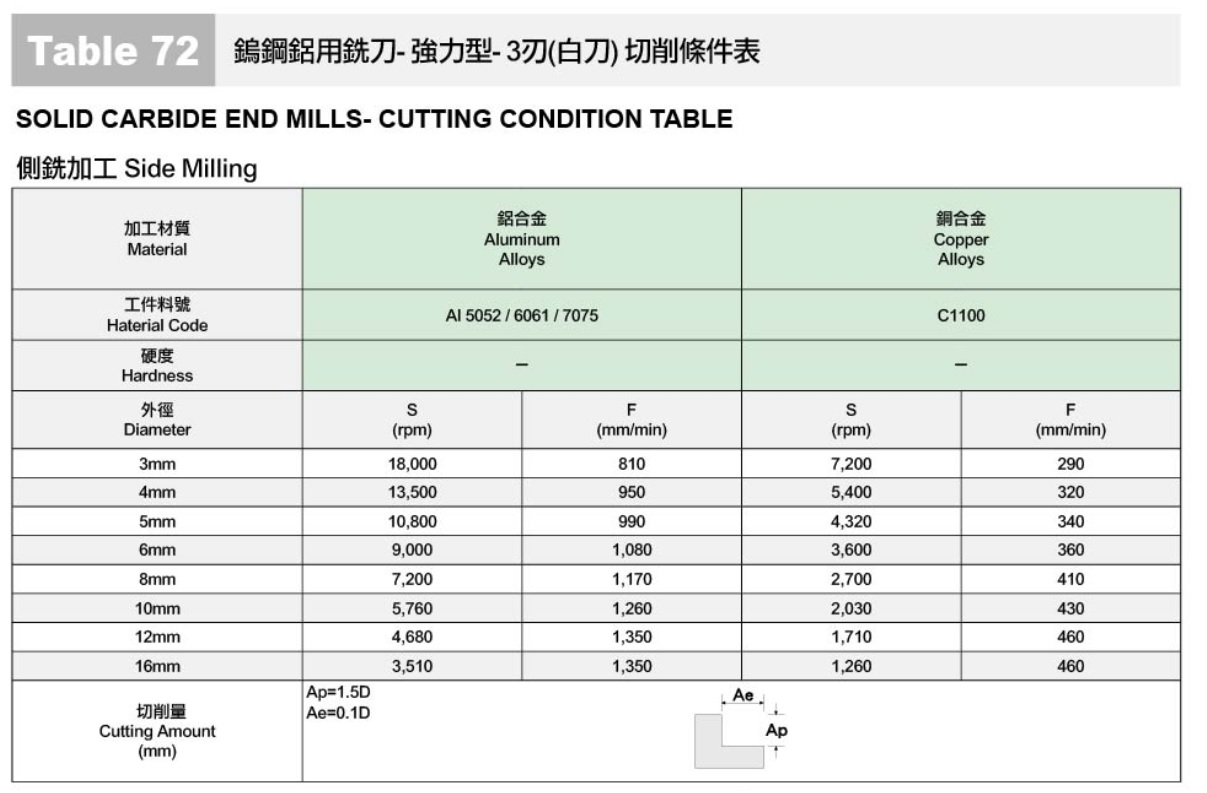
How rigid is that optimum mill? I would have thought you can push it a little more:-). Chips will fly everywhere.... next up! "Full enclosure"
Table is from a carbide endmill catalougue.
Greetings
I change setups a lot and sometimes clamp direct on the table or use a 3-jaw chuck.
How rigid is that optimum mill? I would have thought you can push it a little more:-). Chips will fly everywhere.... next up! "Full enclosure"
Table is from a carbide endmill catalougue.
Greetings
Attachments:
Last edit: 11 Dec 2024 07:25 by timo.
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-
Less
More
- Posts: 240
- Thank you received: 120
11 Dec 2024 10:16 - 11 Dec 2024 10:23 #316461
by Unlogic
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
As I don't have an automatic tool changer so adding more vices helps a lot when doing larges batches of parts as it reduces the amount of tool changes I have to do.
You simple setup the program to do the same operation with one tool on all of vices and then change tool and make the next operation on all vices and so on.
With three vices and I can usually hold 3 or 6 parts at the same time depending on the size of the parts.
The mill is fairly rigid and can take pretty heavy cuts as can be seen here:
However the limiting factor when milling the v-band chill/purge block is the long skinny tools I used and the slow spindle speed of this machine.
The long tool stickout leads to tool deflection which greatly reduces the width of cut that can be used.
Small tools require higher RPM and the spindle of this machine is only designed for a max rpm of 3000 which leads to very slow feed rates when using small tools. As you see in the image you attached it doesn't even have a feed rate listed for a spindle speed as low as 3000 rpm when milling aluminum.
You simple setup the program to do the same operation with one tool on all of vices and then change tool and make the next operation on all vices and so on.
With three vices and I can usually hold 3 or 6 parts at the same time depending on the size of the parts.
The mill is fairly rigid and can take pretty heavy cuts as can be seen here:
However the limiting factor when milling the v-band chill/purge block is the long skinny tools I used and the slow spindle speed of this machine.
The long tool stickout leads to tool deflection which greatly reduces the width of cut that can be used.
Small tools require higher RPM and the spindle of this machine is only designed for a max rpm of 3000 which leads to very slow feed rates when using small tools. As you see in the image you attached it doesn't even have a feed rate listed for a spindle speed as low as 3000 rpm when milling aluminum.
Last edit: 11 Dec 2024 10:23 by Unlogic. Reason: Fixed typo
The following user(s) said Thank You: tommylight, besriworld, timo
Please Log in or Create an account to join the conversation.
- timo
- Offline
- Elite Member
-
Less
More
- Posts: 197
- Thank you received: 60
11 Dec 2024 10:42 - 11 Dec 2024 10:47 #316465
by timo
Replied by timo on topic Optimum Optimill MH50V CNC conversion
3000 rpm is not all that high for Al, but still better than no torque ") .
.
( don*t ask! ; 1000 W, no gearbox and max. 6000 rpm )
Makes an 8mm cutter a good choice for my old benchtop machine.
The 16 mm endmill would be "happy" at approx. 3000 rpm, but some machines are not happy with a 16 mm endmill.
.( don*t ask! ; 1000 W, no gearbox and max. 6000 rpm )
Makes an 8mm cutter a good choice for my old benchtop machine.
The 16 mm endmill would be "happy" at approx. 3000 rpm
, but some machines are not happy with a 16 mm endmill.
Last edit: 11 Dec 2024 10:47 by timo.
Please Log in or Create an account to join the conversation.
- leglaive
- Offline
- New Member
-

Less
More
- Posts: 2
- Thank you received: 0
23 Jan 2025 10:46 #319702
by leglaive
Replied by leglaive on topic Optimum Optimill MH50V CNC conversion
hello,
I would like to know if it is possible for you to send me a complet list of all product that you use with references. Because for exemple i have a lot of problem to find a Servomotor and Servodriver Delta B3 750W X/Y, Delta B3 1000W Z and Bosch Rexroth C5 ballscrews with preloaded nuts.
I would like to know if it is possible for you to send me a complet list of all product that you use with references. Because for exemple i have a lot of problem to find a Servomotor and Servodriver Delta B3 750W X/Y, Delta B3 1000W Z and Bosch Rexroth C5 ballscrews with preloaded nuts.
Please Log in or Create an account to join the conversation.
- Unlogic
- Offline
- Elite Member
-
Less
More
- Posts: 240
- Thank you received: 120
23 Jan 2025 11:30 #319706
by Unlogic
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
Hi,
I feel you pain, buying this kind of hardware as hobbyist through the big reseller in Europe was a challenge for me too. Many reseller aren't really interested in hobbyists.
I ended up purchasing my X/Y/Z servos from this store on AliExpress (seems to be no longer active): topstock.aliexpress.com/store/1155094
The spindle servo which I purchased later is a special high RPM version which nobody had listed online. After asking many sellers I finally got one to add it to their store (ignore the photo in the listing as it's showing the wrong servo): www.aliexpress.com/item/1005007120864062.html
The balls screws where the same story eventually however I was able to make a special order from L-system here in Sweden (l-system.se/) who sold me the ball screws and machined them for me.
Most of the smaller electronic stuff was bought from www.tme.eu which had the best prices and lot's of items in stock.
I feel you pain, buying this kind of hardware as hobbyist through the big reseller in Europe was a challenge for me too. Many reseller aren't really interested in hobbyists.
I ended up purchasing my X/Y/Z servos from this store on AliExpress (seems to be no longer active): topstock.aliexpress.com/store/1155094
The spindle servo which I purchased later is a special high RPM version which nobody had listed online. After asking many sellers I finally got one to add it to their store (ignore the photo in the listing as it's showing the wrong servo): www.aliexpress.com/item/1005007120864062.html
The balls screws where the same story eventually however I was able to make a special order from L-system here in Sweden (l-system.se/) who sold me the ball screws and machined them for me.
Most of the smaller electronic stuff was bought from www.tme.eu which had the best prices and lot's of items in stock.
Please Log in or Create an account to join the conversation.
- leglaive
- Offline
- New Member
-
Less
More
- Posts: 2
- Thank you received: 0
23 Jan 2025 12:50 #319710
by leglaive
Replied by leglaive on topic Optimum Optimill MH50V CNC conversion
hello,
i would like to know if it is possible to send me a complet list of a material that you use with refenrences. Because for exemple, i have a lot of difficulty to find a sensormotor and sensordriver Delta B3 750W X/Y, Delta B3 1000W Z and Bosch Rexroth C5 ballscrews with preloaded nuts. If you have a websites to order all materials i'm interessed.
Thank's
i would like to know if it is possible to send me a complet list of a material that you use with refenrences. Because for exemple, i have a lot of difficulty to find a sensormotor and sensordriver Delta B3 750W X/Y, Delta B3 1000W Z and Bosch Rexroth C5 ballscrews with preloaded nuts. If you have a websites to order all materials i'm interessed.
Thank's
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.342 seconds