HURCO KMB-1 Control Update
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17931
- Thank you received: 5255
12 Jun 2025 18:14 - 12 Jun 2025 18:39 #330222
by PCW
Replied by PCW on topic HURCO KMB-1 Control Update
Sounds like the drive has a significant offset or there is some electrical issue
What RPM do you get from the drive at 0V?
I is not for tuning overshoot but to have a slow but unlimited feedback
You can try more I term ( until it oscillates then back off to say 25% ) but I think the
real problem is the offset.
(the P term by itself cannot bring the error to 0 because the P term needs
and error to have any effect)
All this to say, it sounds like there is an electrical issue or perhaps drive
parameter setup issue that needs to be addressed rather than patched
over in LinuxCNC.
What RPM do you get from the drive at 0V?
I is not for tuning overshoot but to have a slow but unlimited feedback
You can try more I term ( until it oscillates then back off to say 25% ) but I think the
real problem is the offset.
(the P term by itself cannot bring the error to 0 because the P term needs
and error to have any effect)
All this to say, it sounds like there is an electrical issue or perhaps drive
parameter setup issue that needs to be addressed rather than patched
over in LinuxCNC.
Last edit: 12 Jun 2025 18:39 by PCW.
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-

Less
More
- Posts: 147
- Thank you received: 13
12 Jun 2025 18:25 #330224
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
Is this a lot?
Attachments:
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
12 Jun 2025 18:27 #330225
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
I'm going to check into the belt tension. I know too tight howls, but too loose?
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
13 Jun 2025 10:54 #330247
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
Gates Belt Tension Calculator
Gates 'phone Frequency App
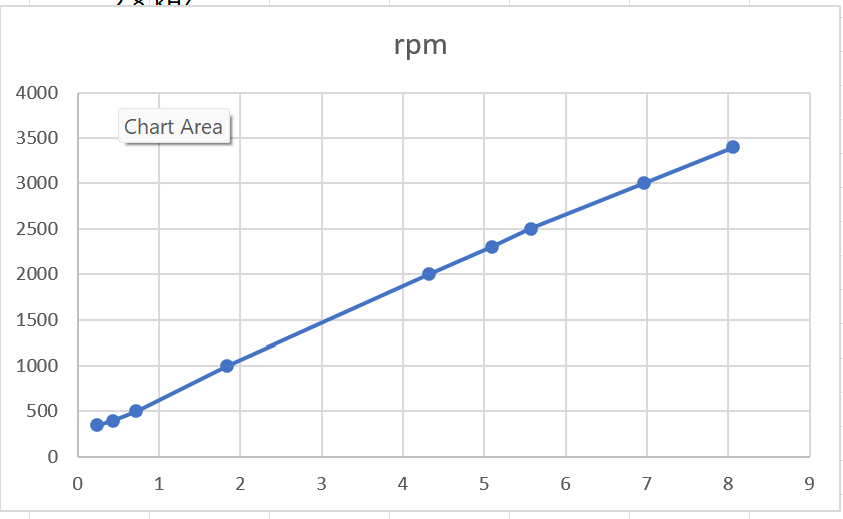
So from the type of belt, length, number of teeth on the pulley, motor speed and power etc, Gates recommend tensioning to a twang frequency between 39-41Hz.
At this tension, the thing sings pretty loud with the covers off, but is far less sensitive to oscillations. Have P of 0.45, and I increased to 0.015
With output scale at 4500.
Get
cmd actual
300 400
400 420
500 500
600 600
700 700
1000 1000
1500 1400
2000 1900
2500 2400
3000 2800
3500 3300
Have also now looked at the motor speed with zero volts to the VFD and its 250 (Hurco book says 150, but for now its in the ball park).
The rest of the low end volts looks like this.
Gates 'phone Frequency App
So from the type of belt, length, number of teeth on the pulley, motor speed and power etc, Gates recommend tensioning to a twang frequency between 39-41Hz.
At this tension, the thing sings pretty loud with the covers off, but is far less sensitive to oscillations. Have P of 0.45, and I increased to 0.015
With output scale at 4500.
Get
cmd actual
300 400
400 420
500 500
600 600
700 700
1000 1000
1500 1400
2000 1900
2500 2400
3000 2800
3500 3300
Have also now looked at the motor speed with zero volts to the VFD and its 250 (Hurco book says 150, but for now its in the ball park).
The rest of the low end volts looks like this.
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
13 Jun 2025 10:58 #330248
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
Sorry, failed to sort out the links carrying on into the text.
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
13 Jun 2025 15:45 #330254
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
So, armed with a working spindle encoder, I've tried my luck with a rigid tapping cycle.
Spindle runs, and the code gets to the G33 line, but after the spindle advances down a little, motion and the spindle stop without any error message.
Looking here Docs/Examples/Spindle section 6.1 I am assuming that I don't have to add yet another encoder to the hal, but can use this working one?
I did test the spindle running at around 500rpm, and simply changing direction, and the system manually happily does that.
So, not sure where to look.
Thanks
Complete programme below in case something is wrong.
%
(RIGID TAP M8X1.25)
(T1 D=8. CR=0. - ZMIN=-11. - RIGHT HAND TAP)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(DRILL1)
N25 T1 M6
N30 S500 M3
N35 G17 G90 G94
N40 G54
N45 M8
N50 G0 X0. Y0.
N55 G43 Z15. H1
N60 G0 Z5.
N65 G33.1 Z-11. K1.25
N70 G0 Z5.
N75 X0. Y0. Z15.
N80 M5
N85 M9
N90 G53 G0 Z0.
N95 M30
%
Spindle runs, and the code gets to the G33 line, but after the spindle advances down a little, motion and the spindle stop without any error message.
Looking here Docs/Examples/Spindle section 6.1 I am assuming that I don't have to add yet another encoder to the hal, but can use this working one?
I did test the spindle running at around 500rpm, and simply changing direction, and the system manually happily does that.
So, not sure where to look.
Thanks
Complete programme below in case something is wrong.
%
(RIGID TAP M8X1.25)
(T1 D=8. CR=0. - ZMIN=-11. - RIGHT HAND TAP)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(DRILL1)
N25 T1 M6
N30 S500 M3
N35 G17 G90 G94
N40 G54
N45 M8
N50 G0 X0. Y0.
N55 G43 Z15. H1
N60 G0 Z5.
N65 G33.1 Z-11. K1.25
N70 G0 Z5.
N75 X0. Y0. Z15.
N80 M5
N85 M9
N90 G53 G0 Z0.
N95 M30
%
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-
Less
More
- Posts: 21660
- Thank you received: 7400
13 Jun 2025 15:58 #330255
by tommylight
Replied by tommylight on topic HURCO KMB-1 Control Update
Not my forte, but probably missing "spindle at speed" signal in hal ???
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
13 Jun 2025 17:08 #330256
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
Thanks Tommy,
Looks like my constant playing with speeds up and down the range has had something over as it won't now swap directions without the spindle enable relay dropping out.
Worked this morning.
Poor old thing. It, not me, or maybe me as well.
Looks like my constant playing with speeds up and down the range has had something over as it won't now swap directions without the spindle enable relay dropping out.
Worked this morning.
Poor old thing. It, not me, or maybe me as well.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
- Away
- Moderator
-
Less
More
- Posts: 21660
- Thank you received: 7400
13 Jun 2025 20:48 #330261
by tommylight
Replied by tommylight on topic HURCO KMB-1 Control Update
What's the current status?
Please Log in or Create an account to join the conversation.
- NT4Boy
- Offline
- Premium Member
-
Less
More
- Posts: 147
- Thank you received: 13
13 Jun 2025 21:26 #330262
by NT4Boy
Replied by NT4Boy on topic HURCO KMB-1 Control Update
Sorry, dead of night here.
Last test is that the VFD shear pin circuit is being tripped, oddly could coincide with the tensioned belt.
Need to sleep on it and investigate further.
Could be I need to introduce the limit2 and ramp these decels, assuming that limit2 does accels and decels?
Thanks for worrying.
Last test is that the VFD shear pin circuit is being tripped, oddly could coincide with the tensioned belt.
Need to sleep on it and investigate further.
Could be I need to introduce the limit2 and ramp these decels, assuming that limit2 does accels and decels?
Thanks for worrying.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.120 seconds