Starting another conversion Harrison L5a
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
29 Jun 2015 03:48 #60234
by andypugh
No, you use a different setup tool for that, PNCConf.
Try that.
Replied by andypugh on topic Starting another conversion Harrison L5a
Is there anyway to configure it for the 5i25
No, you use a different setup tool for that, PNCConf.
Try that.
Please Log in or Create an account to join the conversation.
- mblaszkiewicz
- Offline
- Elite Member
-

Less
More
- Posts: 234
- Thank you received: 4
19 Nov 2015 13:18 - 19 Nov 2015 13:25 #65497
by mblaszkiewicz
Replied by mblaszkiewicz on topic Starting another conversion Harrison L5a
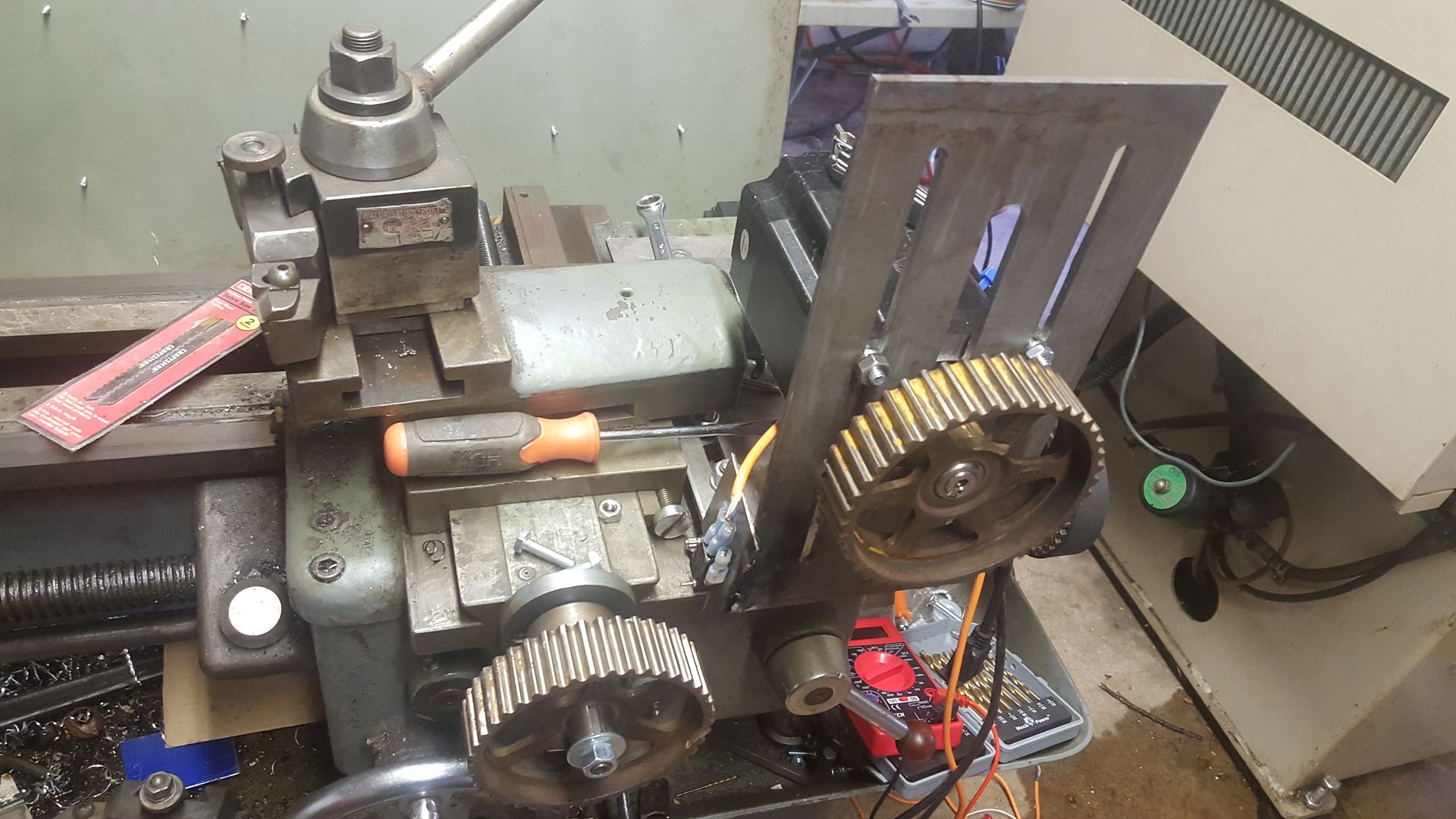
Well getting back to work on the machine this weekend. I finally got off my butt and made made the mounts for my steppers and all the bushings I needed. I was hoping to have it done last weekend but one of the timing belts I needed was only available on line. So I will post some pics and get this thing up and running this weekend. Wish me luck.
Last edit: 19 Nov 2015 13:25 by mblaszkiewicz. Reason: Spelling
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
19 Nov 2015 13:32 #65498
by andypugh
Replied by andypugh on topic Starting another conversion Harrison L5a
You are ahead of me then, I am taking the casting patterns to the foundry this weekend.
Please Log in or Create an account to join the conversation.
- mblaszkiewicz
- Offline
- Elite Member
-
Less
More
- Posts: 234
- Thank you received: 4
19 Nov 2015 17:23 #65522
by mblaszkiewicz
Replied by mblaszkiewicz on topic Starting another conversion Harrison L5a
What is your new project
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
19 Nov 2015 17:26 #65523
by andypugh
Replied by andypugh on topic Starting another conversion Harrison L5a
This is still the Holbrook lathe.What is your new project
Please Log in or Create an account to join the conversation.
- mblaszkiewicz
- Offline
- Elite Member
-
Less
More
- Posts: 234
- Thank you received: 4
22 Nov 2015 15:56 #65655
by mblaszkiewicz
Replied by mblaszkiewicz on topic Starting another conversion Harrison L5a
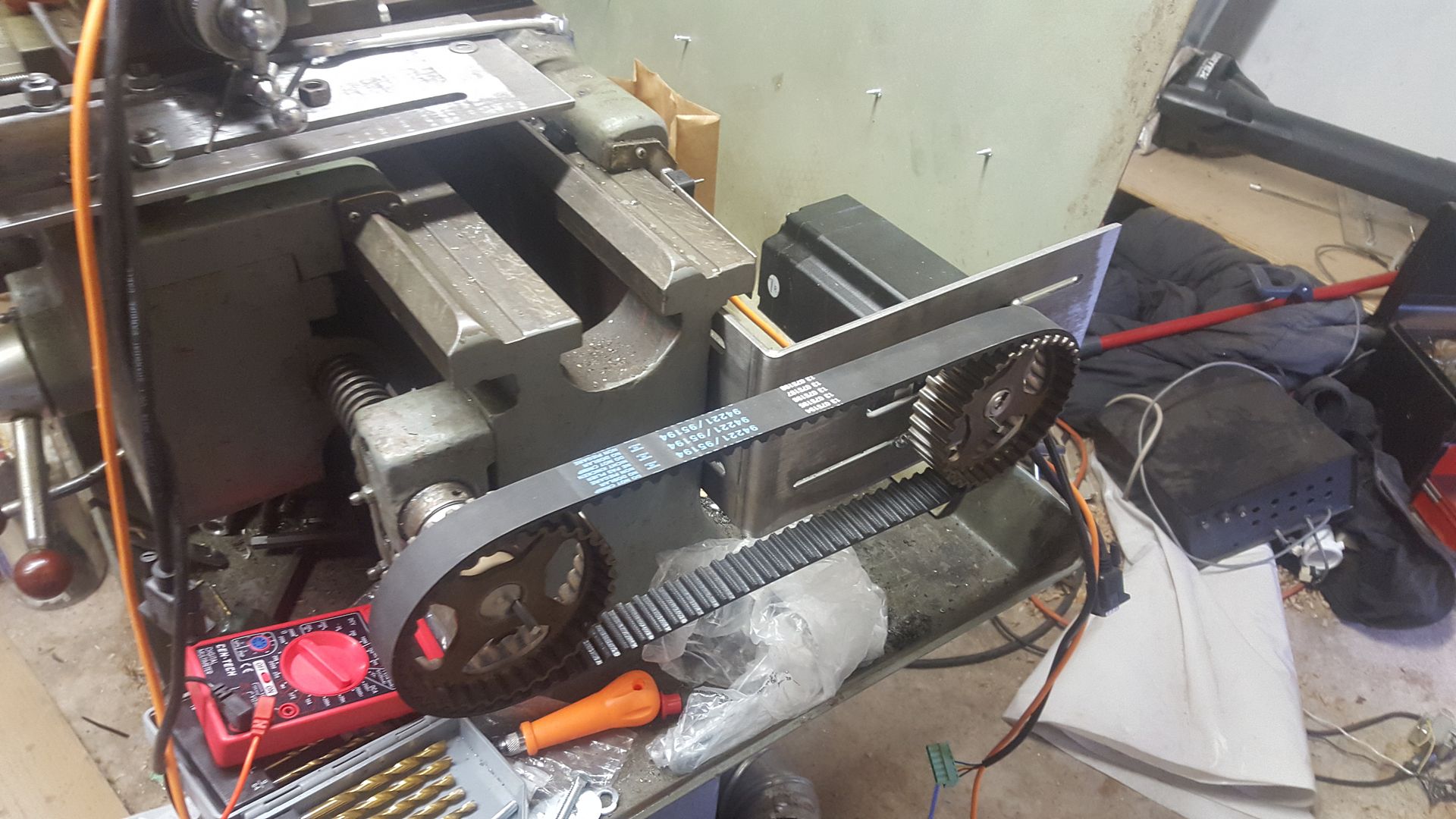
Ok got everything mounted on the lathe. Just need to get linuxc on my pc and wire everything up. did run into one snag. my x axis pullys and belt dont match exactly. They are both 8mm but one is a gt3 (belt) which has full round teeth on it. sop ordered a new set of pullys and belts. should be here tuesday. I really need to finish this up I have a job avaiable for the machine to make some cash.
I posted in the software forum but going to repeat here, is there any way to create a usb bootable copy of linux from my pc. (i used my brother tc-211 pc to bench test evrything and it is all configured. I would like to make a bootable usb key of it and load it on my other pc for the lathe.
I posted in the software forum but going to repeat here, is there any way to create a usb bootable copy of linux from my pc. (i used my brother tc-211 pc to bench test evrything and it is all configured. I would like to make a bootable usb key of it and load it on my other pc for the lathe.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
22 Nov 2015 16:03 #65657
by andypugh
Yes, follow the instructions here:
linuxcnc.org/docs/2.7/html/getting-start...etting-linuxcnc.html
Replied by andypugh on topic Starting another conversion Harrison L5a
I posted in the software forum but going to repeat here, is there any way to create a usb bootable copy of linux from my pc.
Yes, follow the instructions here:
linuxcnc.org/docs/2.7/html/getting-start...etting-linuxcnc.html
Please Log in or Create an account to join the conversation.
- mblaszkiewicz
- Offline
- Elite Member
-
Less
More
- Posts: 234
- Thank you received: 4
22 Nov 2015 16:06 #65659
by mblaszkiewicz

Replied by mblaszkiewicz on topic Starting another conversion Harrison L5a
Please Log in or Create an account to join the conversation.
- mblaszkiewicz
- Offline
- Elite Member
-
Less
More
- Posts: 234
- Thank you received: 4
27 Nov 2015 20:39 #65881
by mblaszkiewicz
Replied by mblaszkiewicz on topic Starting another conversion Harrison L5a
Ok got the axis to move around. Now I just need to tune it in.
2 questions How do I calculate the steps and or pitch so when I say move 1 inch it moves 1 inch
2nd I need to add some backlash into it..
Any help would be great.
ps I used the pcconfig to set everything up. No changes to the ini.
2 questions How do I calculate the steps and or pitch so when I say move 1 inch it moves 1 inch
2nd I need to add some backlash into it..
Any help would be great.
ps I used the pcconfig to set everything up. No changes to the ini.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
27 Nov 2015 23:07 #65892
by andypugh
Or answer all the questions in stepconf.
No, really, you want to remove the backlash, not add it")
It's much better to swap for ballscrews and have zero backlash, though backlash compensation is actually rather more likely to work on a lathe than a mill.
You can add a fixed value or a mapped value in the INI file
linuxcnc.org/docs/2.7/html/config/ini-co...s__lt_num_gt_section
BACKLASH or COMP_FILE.
If you can find a super-accurate measuring device then the COMP_FILE way can work very well. this test here is using a COMP_FILE after the leadscrews were mapped by a laser thingy.
You might think that this shows that backlash comp can work very well, but what that test doesn't take account of is that cutting forces can switch your backlash direction without the controller knowing.
Replied by andypugh on topic Starting another conversion Harrison L5a
Preferably from first principles. Just calculate how many steps it takes to move 1 inch, then that's your scale number for the INI file.How do I calculate the steps and or pitch so when I say move 1 inch it moves 1 inch
Or answer all the questions in stepconf.
2nd I need to add some backlash into it..
No, really, you want to remove the backlash, not add it
It's much better to swap for ballscrews and have zero backlash, though backlash compensation is actually rather more likely to work on a lathe than a mill.
You can add a fixed value or a mapped value in the INI file
linuxcnc.org/docs/2.7/html/config/ini-co...s__lt_num_gt_section
BACKLASH or COMP_FILE.
If you can find a super-accurate measuring device then the COMP_FILE way can work very well. this test here is using a COMP_FILE after the leadscrews were mapped by a laser thingy.
You might think that this shows that backlash comp can work very well, but what that test doesn't take account of is that cutting forces can switch your backlash direction without the controller knowing.
Please Log in or Create an account to join the conversation.
Time to create page: 0.448 seconds