biesse rover 316 retrofit
- Masiwood123
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 423
- Thank you received: 93
01 Feb 2022 12:44 #233708
by Masiwood123
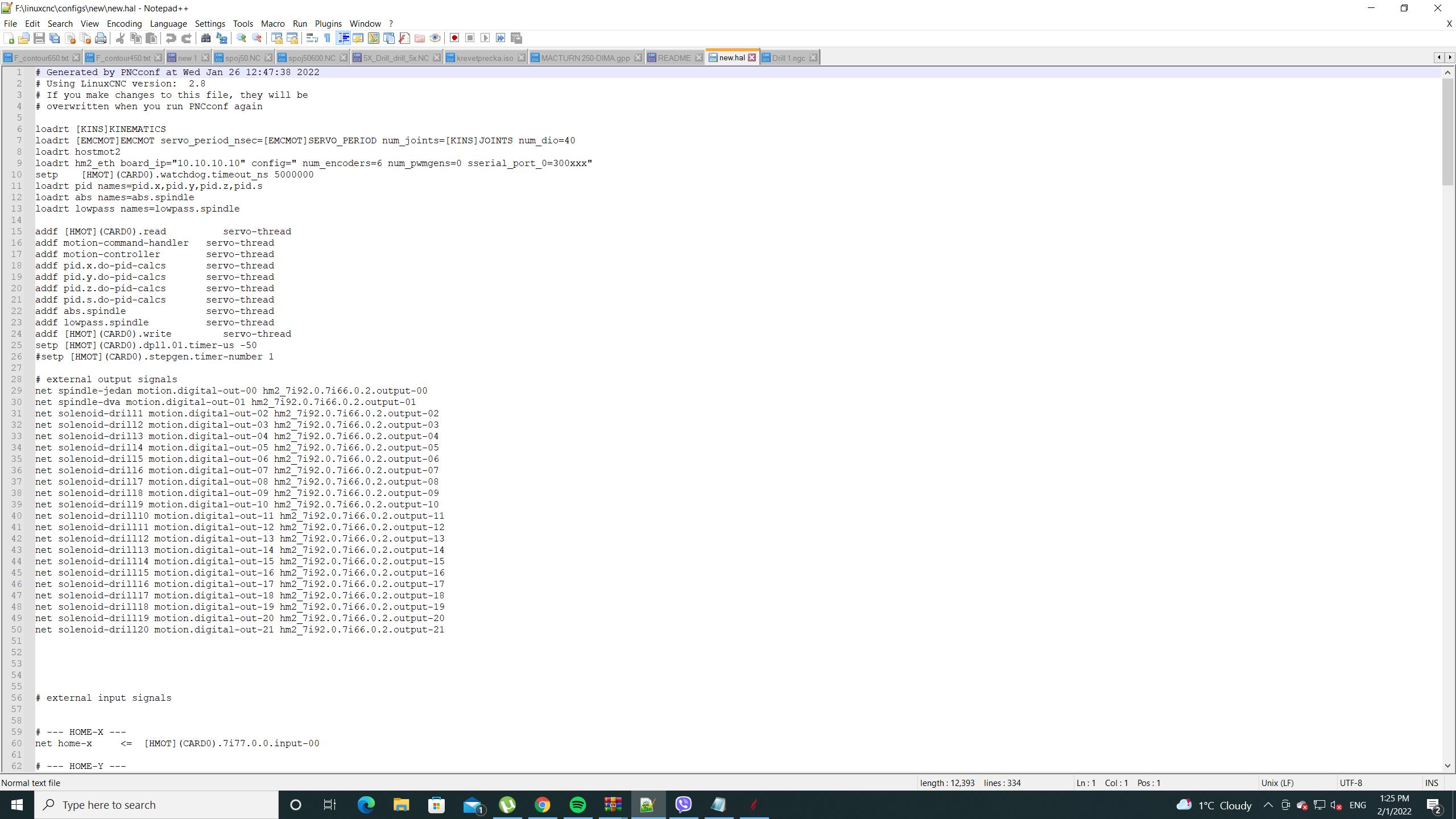
Here is my configuration, all currently installed outputs work great with 7i66. Thanks a lot Tommyligt and PCW! I would like an expert to remap these drill outputs by switching the m62-65 commands to a simple M6 toolchange where T1 would be drill 1 etc..routine where each output would work for 10 seconds at the call of the M6 Txx from gcode and then off after the movement is complete or before activating the next M6 Txx commands. Note that tool offset testing and the offset tool is not necessary at all because the drills are always the same height, and orgin does not matter, at all I would insert the M6 Txx in gcode. I would like to pay if this is feasible. Thanks
Replied by Masiwood123 on topic biesse rover 316 retrofit
Here is my configuration, all currently installed outputs work great with 7i66. Thanks a lot Tommyligt and PCW! I would like an expert to remap these drill outputs by switching the m62-65 commands to a simple M6 toolchange where T1 would be drill 1 etc..routine where each output would work for 10 seconds at the call of the M6 Txx from gcode and then off after the movement is complete or before activating the next M6 Txx commands. Note that tool offset testing and the offset tool is not necessary at all because the drills are always the same height, and orgin does not matter, at all I would insert the M6 Txx in gcode. I would like to pay if this is feasible. Thanks
Attachments:
Please Log in or Create an account to join the conversation.
- bevins
-

- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
02 Feb 2022 14:56 #233801
by bevins
Replied by bevins on topic biesse rover 316 retrofit
You would need to use the x and y offsets in the tool table.
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
02 Feb 2022 15:11 #233803
by Masiwood123
Replied by Masiwood123 on topic biesse rover 316 retrofit
Ok thank you.
I imagined doing a toolpath in swood for solidworks, which has an aggregate as a tool, something similar to the physical one on the machine..where it can define the spacing of drills, and would use home orgin for coordinate start. I have a problem because I don't know how to convert output (example m64 p1-M65 p1)with some simply routine to mcode toolchange M6 T1.
I imagined doing a toolpath in swood for solidworks, which has an aggregate as a tool, something similar to the physical one on the machine..where it can define the spacing of drills, and would use home orgin for coordinate start. I have a problem because I don't know how to convert output (example m64 p1-M65 p1)with some simply routine to mcode toolchange M6 T1.
Please Log in or Create an account to join the conversation.
- bevins
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
02 Feb 2022 15:17 #233804
by bevins
Replied by bevins on topic biesse rover 316 retrofit
You would remap M6 and use selected tool to select the output to fire. So if you get M6T2, then in the remap energize that digital output accociated with drill 2.Ok thank you.
I imagined doing a toolpath in swood for solidworks, which has an aggregate as a tool, something similar to the physical one on the machine..where it can define the spacing of drills, and would use home orgin for coordinate start. I have a problem because I don't know how to convert output (example m64 p1-M65 p1)with some simply routine to mcode toolchange M6 T1.
The following user(s) said Thank You: Masiwood123
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
02 Feb 2022 15:24 #233806
by Masiwood123
Replied by Masiwood123 on topic biesse rover 316 retrofit
Exactly that, except that my current knowledge is what I reached with all your help, I mean running axis, homing, throwing outs in the hal. About M6 remap, although I read the tutorial a couple of times, nothing is clear to me, because I have no knowledge from programming ") very poor
very poor
very poor Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
02 Feb 2022 15:38 #233808
by Masiwood123
Replied by Masiwood123 on topic biesse rover 316 retrofit
Can you give me some simpler example for say output 2 that would do (M64 P2 dwell 5sec than m65 P2) or the same with M62-63 ... and M6 T2 to fire that?
Please Log in or Create an account to join the conversation.
- bevins
-
- Offline
- Platinum Member
-
Less
More
- Posts: 1942
- Thank you received: 338
03 Feb 2022 12:54 #233872
by bevins
But I suspect the issue is in the remmapping. Look at the examples in the sim with remapping and get familiar with them.
Replied by bevins on topic biesse rover 316 retrofit
You can remap Mcodes and put those commands in there and just call the mcode in the remap.Can you give me some simpler example for say output 2 that would do (M64 P2 dwell 5sec than m65 P2) or the same with M62-63 ... and M6 T2 to fire that?
But I suspect the issue is in the remmapping. Look at the examples in the sim with remapping and get familiar with them.
The following user(s) said Thank You: Masiwood123
Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
04 Feb 2022 01:00 #233935
by Masiwood123
Replied by Masiwood123 on topic biesse rover 316 retrofit
From my perspective, everything looks like a maze to me, it can be this way and it can be that way..but looking at a couple of examples that mostly refer to the carousel (not my case) it is a little clearer to me so I am in the role of target and observer .. in search no I can find a configuration similar to mine, certainly any advice is welcome, thank you very much for your help
.. in search no I can find a configuration similar to mine, certainly any advice is welcome, thank you very much for your help Please Log in or Create an account to join the conversation.
- Masiwood123
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 423
- Thank you received: 93
06 Feb 2022 17:26 #234127
by Masiwood123
Replied by Masiwood123 on topic biesse rover 316 retrofit
Tom i am looking at your file to understand how to do my remap..
What should be ``P`` pocket or pin ?
what is ``D`` and what is
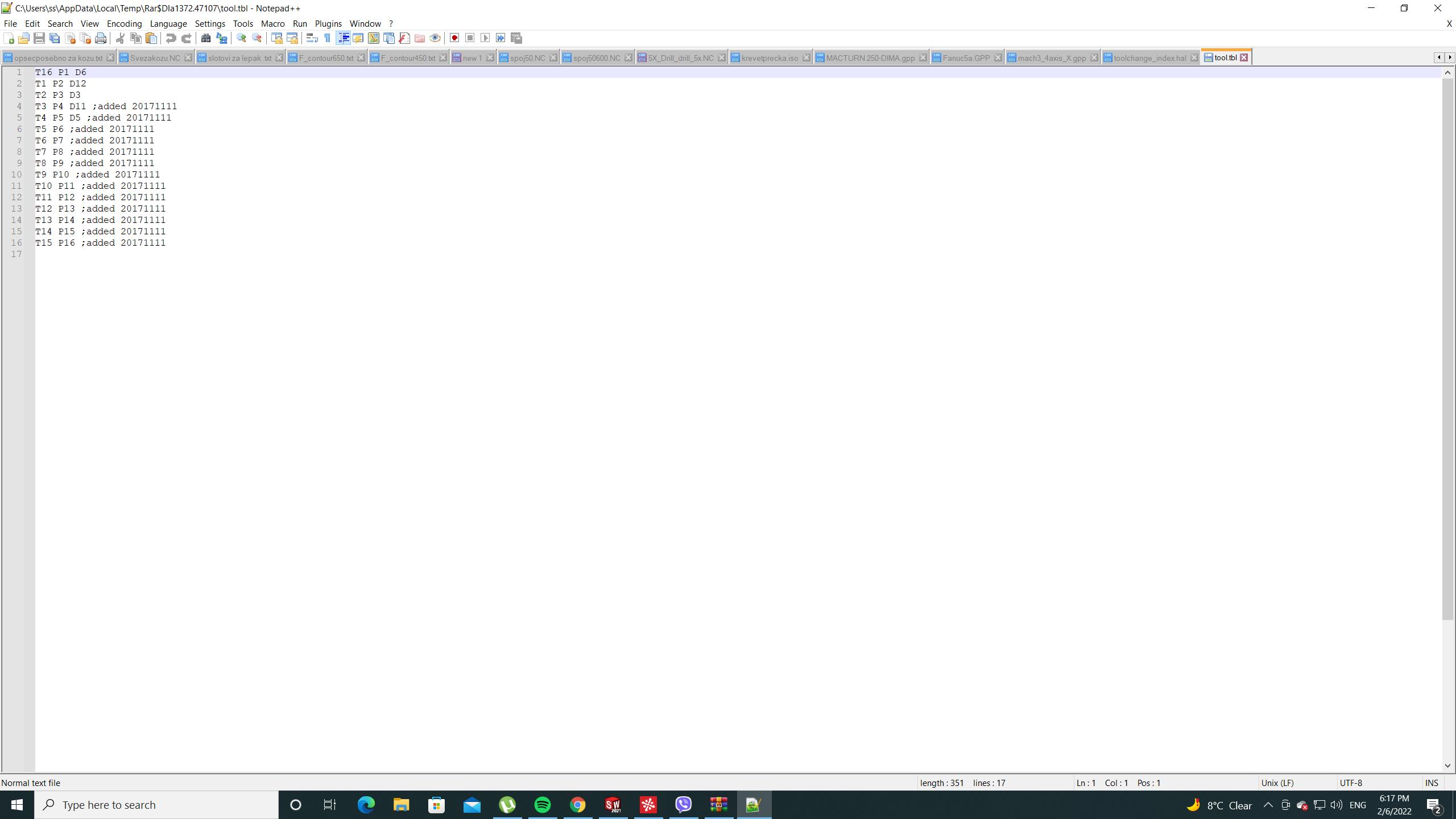
what about numbers 20117..etc
what i s G4 P2...after M64 in toolchange.ngc routine?
Thank you
What should be ``P`` pocket or pin ?
what is ``D`` and what is
what about numbers 20117..etc
what i s G4 P2...after M64 in toolchange.ngc routine?
Thank you
Attachments:
Please Log in or Create an account to join the conversation.
- ehb
- Offline
- Junior Member
-

Less
More
- Posts: 38
- Thank you received: 5
06 Feb 2022 17:31 #234130
by ehb
Replied by ehb on topic biesse rover 316 retrofit
Hello Masiwood,
I haven't looked at the tool tables of LinuxCNC yet, but from the documentation P means pocket and D means diameter.
However I can for sure tell that G4 P2 is the g-code command for a 2 second pause.
I haven't looked at the tool tables of LinuxCNC yet, but from the documentation P means pocket and D means diameter.
However I can for sure tell that G4 P2 is the g-code command for a 2 second pause.
The following user(s) said Thank You: tommylight, Masiwood123
Please Log in or Create an account to join the conversation.
Time to create page: 0.233 seconds