Script bash
- ArcEye
- Offline
- Junior Member
-

Less
More
- Posts: 24
- Thank you received: 758
06 Dec 2014 01:16 #53723
by ArcEye
Replied by ArcEye on topic Script bash
HI
Need to know exactly what your sequence is
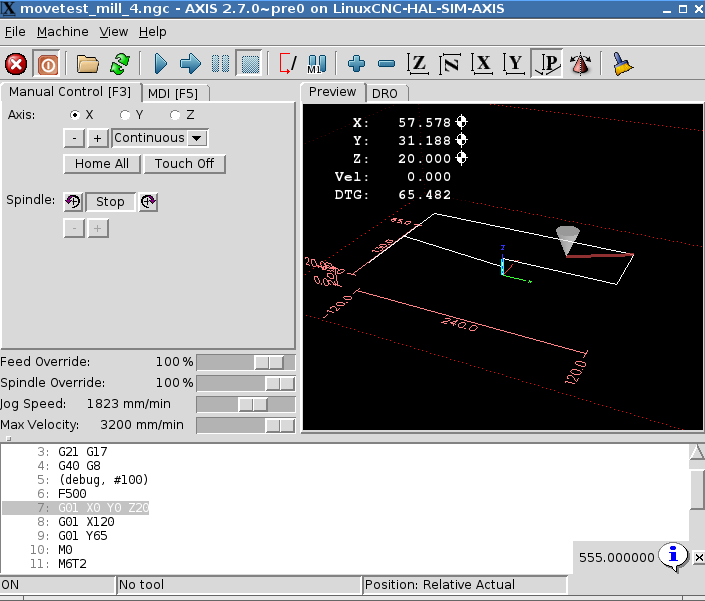
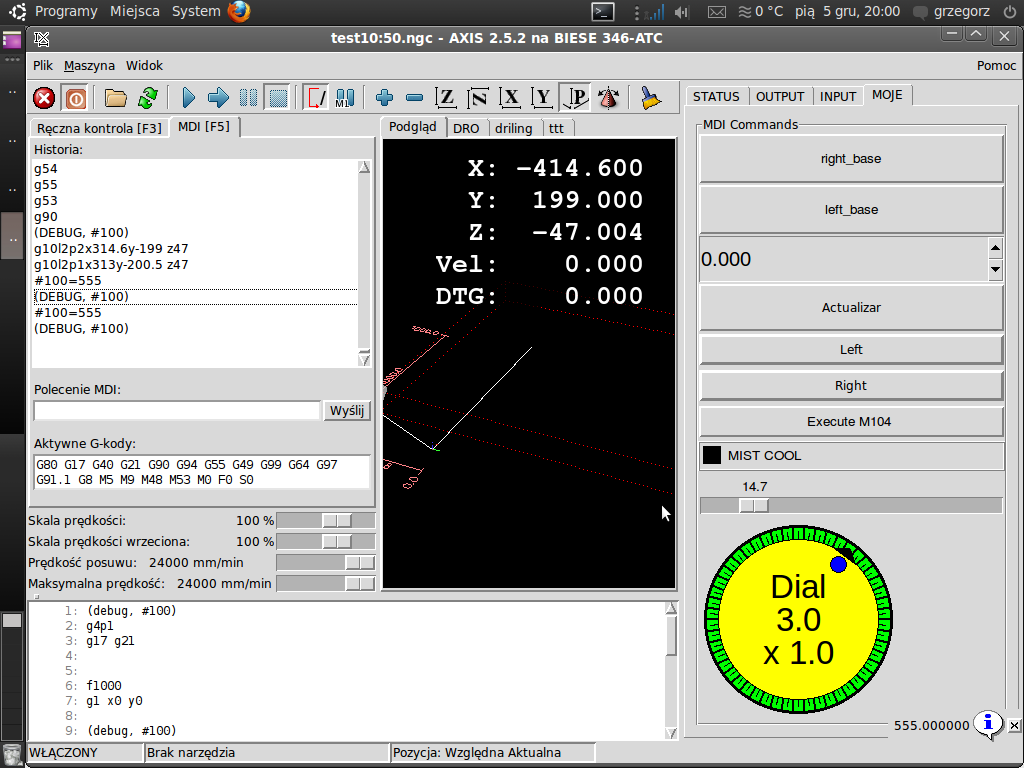
The screenshot below shows result when I set param #100 to 555 in MDI and then run a program that includes a test of the value, it is still 555.
So the parameter is persistent between MDI and Auto.
regards
Need to know exactly what your sequence is
The screenshot below shows result when I set param #100 to 555 in MDI and then run a program that includes a test of the value, it is still 555.
So the parameter is persistent between MDI and Auto.
regards
The following user(s) said Thank You: grzesiekzxr
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-

Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 03:23 - 06 Dec 2014 03:26 #53735
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
Hi
When I put in MDI #100=555
next write (debug,#100) and have info 555
Next run file like:
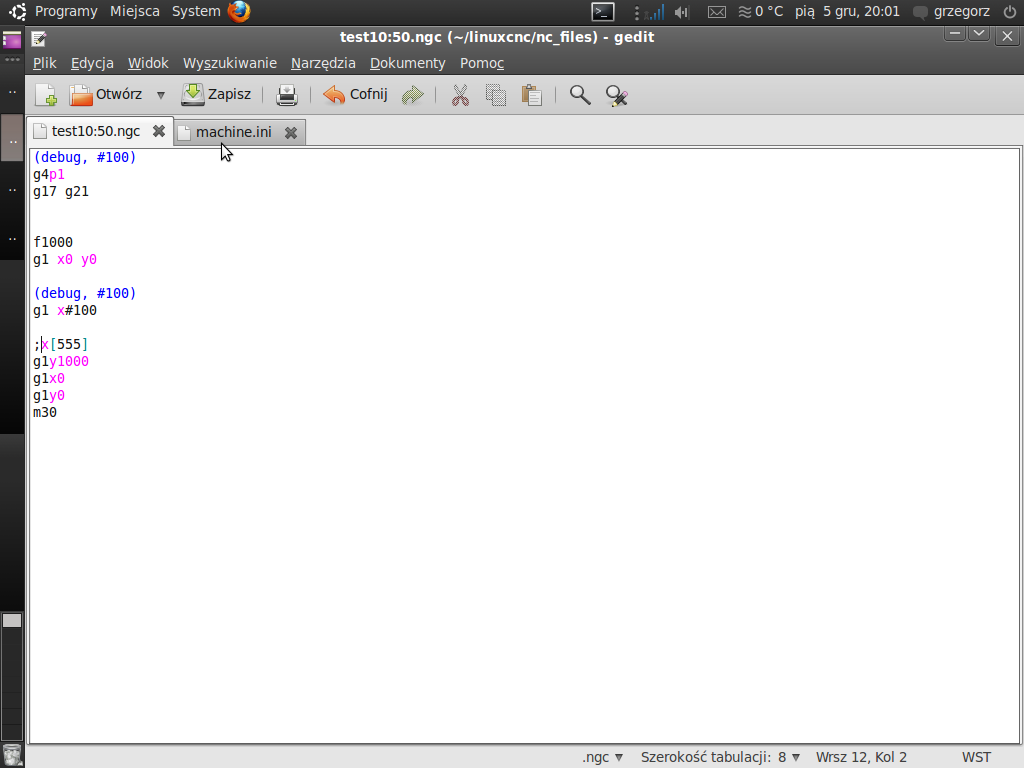
if parameter #100 is active have a square
if parameter #100 is not active have a straight line in Y axis
I have info about value parameter only by debug inside MDI or presing conected button .
I don't run program only watching previev Axis
''So the parameter is persistent between MDI and Auto.''
Is it posible to check it in different way?
What can by responsible for persistent parameter?
regards.
When I put in MDI #100=555
next write (debug,#100) and have info 555
Next run file like:
if parameter #100 is active have a square
if parameter #100 is not active have a straight line in Y axis
I have info about value parameter only by debug inside MDI or presing conected button .
I don't run program only watching previev Axis
''So the parameter is persistent between MDI and Auto.''
Is it posible to check it in different way?
What can by responsible for persistent parameter?
regards.
Last edit: 06 Dec 2014 03:26 by grzesiekzxr.
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-
Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 03:45 #53737
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
Hi ,
good news just run file machine travel by square so it's working ,
,
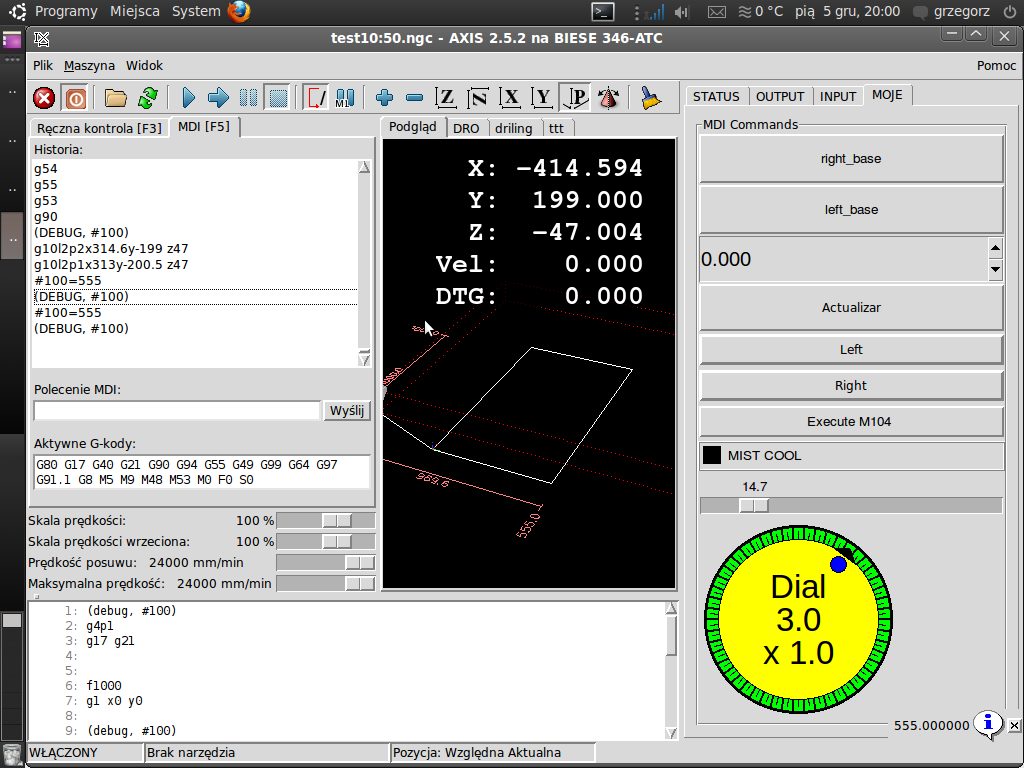
on the screen i see only straight line but physically work at first sight.
Sorry for the confusion,preview introduced me to the error.
I don't run physically evry program ,becouse my machine need preasure and compressor not always is on.
Will check more carefully and let you know
Many thanks
regards
good news just run file machine travel by square so it's working
,on the screen i see only straight line but physically work at first sight.
Sorry for the confusion,preview introduced me to the error.
I don't run physically evry program ,becouse my machine need preasure and compressor not always is on.
Will check more carefully and let you know
Many thanks
regards
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-
Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 04:53 #53740
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
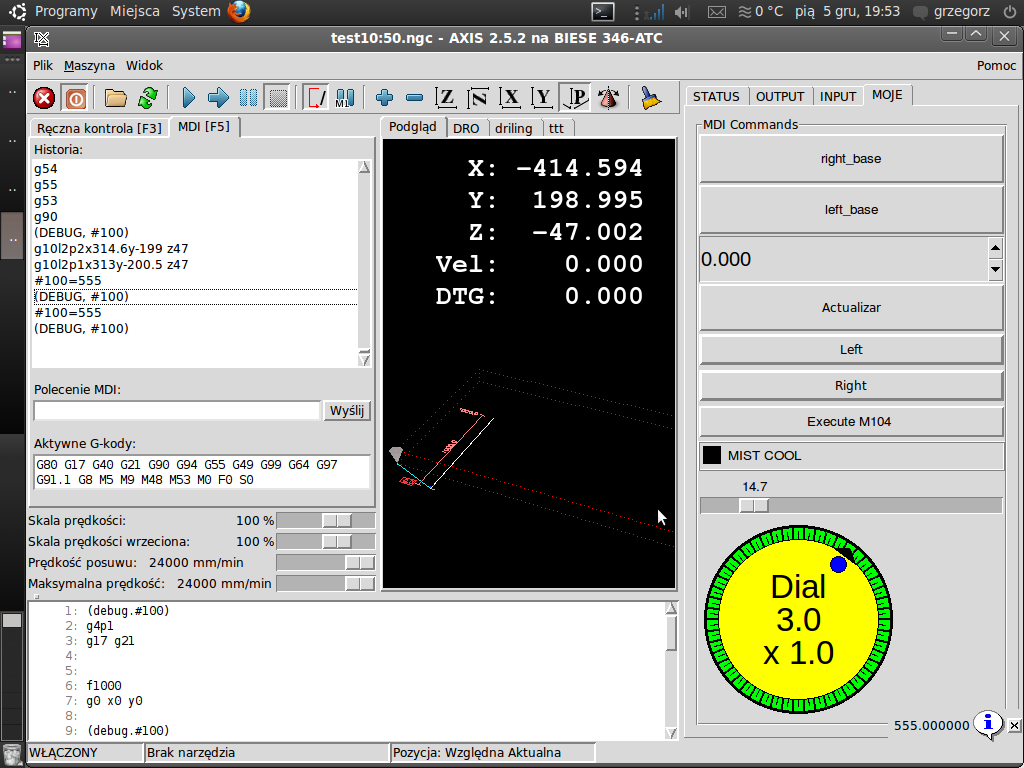
Yes it's working 
What I observed when I moved trajectory from X0 to X300 preview appeared ,
I 'm not sure why earlier preview display only straight line but supose that becouse trajectory was behind limits.
Now I know that always I should run physically g-code/file.
Actual I 'm trying to add M101 to the sub.
o<right> sub
g10l2p2x[314.6+500]y-199 z47
g55
#100=-1
(debug,#100)
g4p0.001
M101
g4p0.001
o<right> endsub
#!/bin/bash
echo "M101 called"
axis-remote &
;axis-remote
exit 0
Macro have permision but not refresch axis ,what is the proper way ?
Great thanks,
regards.
What I observed when I moved trajectory from X0 to X300 preview appeared ,
I 'm not sure why earlier preview display only straight line but supose that becouse trajectory was behind limits.
Now I know that always I should run physically g-code/file.
Actual I 'm trying to add M101 to the sub.
o<right> sub
g10l2p2x[314.6+500]y-199 z47
g55
#100=-1
(debug,#100)
g4p0.001
M101
g4p0.001
o<right> endsub
#!/bin/bash
echo "M101 called"
axis-remote &
;axis-remote
exit 0
Macro have permision but not refresch axis ,what is the proper way ?
Great thanks,
regards.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 23279
- Thank you received: 4933
06 Dec 2014 05:20 #53743
by andypugh
Oh! Of course")
When you load the program you haven't set the variable.
Does "reload" update to the correct preview?
Replied by andypugh on topic Script bash
Hi ,
good news just run file machine travel by square so it's working
on the screen i see only straight line but physically work at first sight.
Oh! Of course
When you load the program you haven't set the variable.
Does "reload" update to the correct preview?
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 23279
- Thank you received: 4933
06 Dec 2014 05:22 #53744
by andypugh
axis-remote --reload ?
Replied by andypugh on topic Script bash
Y
echo "M101 called"
axis-remote &
;axis-remote
exit 0
Macro have permision but not refresch axis ,
axis-remote --reload ?
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-
Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 16:45 #53757
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
Hi
'''axis-remote --reload ? ''
Oh I was thinking that the same so order like this is ok?
axis-reload
regards
'''axis-remote --reload ? ''
Oh I was thinking that the same so order like this is ok?
axis-reload
regards
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-
Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 17:16 #53758
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
ok now I see
#!/bin/bash
echo "M101 called"
axis-remote --reload
exit 0
working ,but manual mode.
What I schould add to have it working in manual and auto mode.
regards
#!/bin/bash
echo "M101 called"
axis-remote --reload
exit 0
working ,but manual mode.
What I schould add to have it working in manual and auto mode.
regards
Please Log in or Create an account to join the conversation.
- grzesiekzxr
- Offline
- Senior Member
-
Less
More
- Posts: 75
- Thank you received: 0
06 Dec 2014 17:39 - 06 Dec 2014 17:53 #53760
by grzesiekzxr
Replied by grzesiekzxr on topic Script bash
now I see solution other user:
#!/bin/bash
halcmd sets halcmd_setHaluiModeManual TRUE
sleep 0.4
halcmd sets halcmd_setHaluiModeManual FALSE
exit 0
In sub:
o<left> sub
g10l2p1x313y-200.5 z47
g54
#100=1
(debug,#100)
g4p0.001
M190
g4p0.001
M101
g4p0.001
o<left> endsub
But in terminal have an error
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
M101 called
I will try with only one line:
halcmd sets halcmd_setHaluiModeManual TRUE
sleep 0.4
With line like above it's working-I see proper changing in both modes, but only mode MDI without error.
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
M101 called
nie można wykonać (EMC_TASK_PLAN_OPEN) w trybie manualnym
regards
#!/bin/bash
halcmd sets halcmd_setHaluiModeManual TRUE
sleep 0.4
halcmd sets halcmd_setHaluiModeManual FALSE
exit 0
In sub:
o<left> sub
g10l2p1x313y-200.5 z47
g54
#100=1
(debug,#100)
g4p0.001
M190
g4p0.001
M101
g4p0.001
o<left> endsub
But in terminal have an error
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
M101 called
I will try with only one line:
halcmd sets halcmd_setHaluiModeManual TRUE
sleep 0.4
With line like above it's working-I see proper changing in both modes, but only mode MDI without error.
<commandline>:0: signal 'halcmd_setHaluiModeManual' not found
M101 called
nie można wykonać (EMC_TASK_PLAN_OPEN) w trybie manualnym
regards
Last edit: 06 Dec 2014 17:53 by grzesiekzxr.
Please Log in or Create an account to join the conversation.
- ArcEye
- Offline
- Junior Member
-
Less
More
- Posts: 24
- Thank you received: 758
06 Dec 2014 20:52 - 06 Dec 2014 22:32 #53765
by ArcEye
Replied by ArcEye on topic Script bash
Hi
I don't know where you got the code from, but it is useless unless you have created a signal called halcmd_setHaluiModeManual and linked it up properly.
All you need to do to change mode is use the halui pins
www.linuxcnc.org/docs/devel/html/gui/halui.html
eg
However you cannot do this in Auto mode, ie when a program is running, so it is no use for a M1XX routine to be called in the middle of a program.
I have kind of lost the plot with what you are trying to do now.
You have 2 buttons, one assigns #100 = 1 and the other assigns #100 = -1, using a MDI command through halui?
Your gcode uses #100 as a multiplication factor for X values, so that it either produces a positive or negative image?
If your program is already loaded, you need a reload to get the plot to match the code when you change the value of #100?
You should be able to simply link the buttons to M1XX scripts called through halui.mdi-command-XX
In that script something like
axis-remote --mdi '#100 = -1' ;
axis-remote --reload &
should do what you want,
The semi-colon after the first line forces a wait for return from that call before the second call.
The ampersand after the second call just spawns it as a separate process allowing immediate return.
regards
I don't know where you got the code from, but it is useless unless you have created a signal called halcmd_setHaluiModeManual and linked it up properly.
All you need to do to change mode is use the halui pins
www.linuxcnc.org/docs/devel/html/gui/halui.html
eg
halui.mode.manual (bit, in) - pin for requesting manual mode
halui.mode.mdi (bit, in) - pin for requesting mdi mode
However you cannot do this in Auto mode, ie when a program is running, so it is no use for a M1XX routine to be called in the middle of a program.
I have kind of lost the plot with what you are trying to do now.
You have 2 buttons, one assigns #100 = 1 and the other assigns #100 = -1, using a MDI command through halui?
Your gcode uses #100 as a multiplication factor for X values, so that it either produces a positive or negative image?
If your program is already loaded, you need a reload to get the plot to match the code when you change the value of #100?
You should be able to simply link the buttons to M1XX scripts called through halui.mdi-command-XX
In that script something like
axis-remote --mdi '#100 = -1' ;
axis-remote --reload &
should do what you want,
The semi-colon after the first line forces a wait for return from that call before the second call.
The ampersand after the second call just spawns it as a separate process allowing immediate return.
regards
Last edit: 06 Dec 2014 22:32 by ArcEye.
The following user(s) said Thank You: grzesiekzxr
Please Log in or Create an account to join the conversation.
Time to create page: 1.020 seconds