Lathe Macros
- oscarconde6
- Offline
- New Member
-

Less
More
- Posts: 13
- Thank you received: 0
10 Aug 2016 15:47 #78579
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
sorry I missed pictures
Please Log in or Create an account to join the conversation.
- andypugh
-
 Topic Author
Topic Author
- Offline
- Moderator
-

Less
More
- Posts: 19861
- Thank you received: 4636
10 Aug 2016 16:25 #78580
by andypugh
Replied by andypugh on topic Lathe Macros
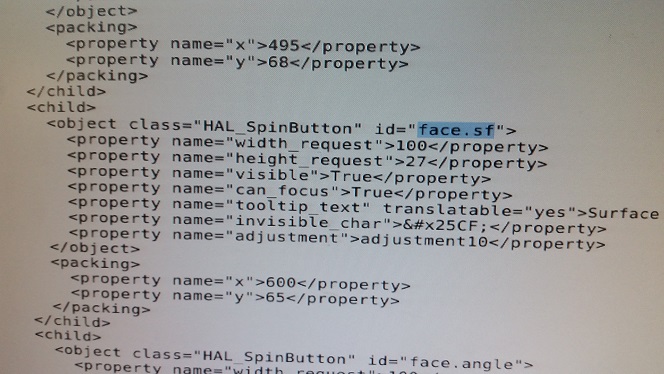
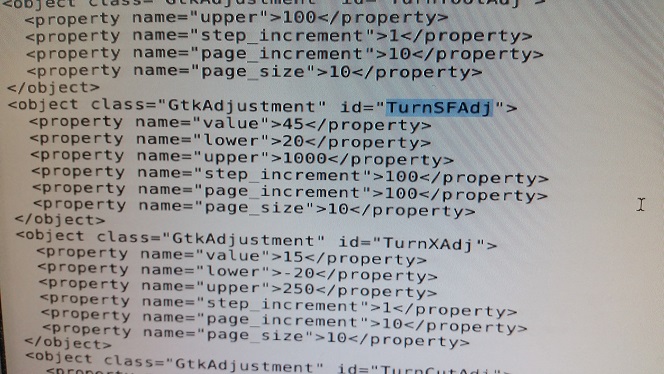
"TurnSFAdj" sets the limits for the "Surface Speed" box in the "Turning" tab.
To make that appropriate for spindle RPM you probably want more than 1000 unless you have quite a slow lathe.
You will also have to change the adjustments for all the other spinbuttons that control surface speed or feed-per-rev to suit.
For example, to allow for faster feed rates in the turning tab you need to increase the numbers in TurnFeedAdj
You can also put sensible numbers in there too. I didn't type "0.149999999999999", that is Glade's interpretation of 0.15.
So, the spindle speeds for each tab are:
TurnSFAdj (turning)
adjustment27 (threading)
adjustment22 (chamfer)
adjustment17 (radius)
adjustment10 (facing)
adjustment2 (boring)
And the feed rate adjustments are
TurnFeedAdj (turning)
adjustment6 (boring)
adjustment14 (facing)
The feed-rates are hard-coded for radius and chamfer, you will need to change those in the G-code.
To make that appropriate for spindle RPM you probably want more than 1000 unless you have quite a slow lathe.
You will also have to change the adjustments for all the other spinbuttons that control surface speed or feed-per-rev to suit.
For example, to allow for faster feed rates in the turning tab you need to increase the numbers in TurnFeedAdj
<object class="GtkAdjustment" id="TurnFeedAdj">
<property name="value">0.14999999999999999</property>
<property name="upper">2</property>
<property name="step_increment">0.029999999999999999</property>
</object>You can also put sensible numbers in there too. I didn't type "0.149999999999999", that is Glade's interpretation of 0.15.
So, the spindle speeds for each tab are:
TurnSFAdj (turning)
adjustment27 (threading)
adjustment22 (chamfer)
adjustment17 (radius)
adjustment10 (facing)
adjustment2 (boring)
And the feed rate adjustments are
TurnFeedAdj (turning)
adjustment6 (boring)
adjustment14 (facing)
The feed-rates are hard-coded for radius and chamfer, you will need to change those in the G-code.
Please Log in or Create an account to join the conversation.
- oscarconde6
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
10 Aug 2016 21:55 #78586
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
thanks again andy, the truth that with your signs have come a long way and at least my lathe and moves, I tried to follow your last instructions but translate the text do not quite understand, I understand that I have to change a few numbers but not is which, I modified the numbers randomly TurnFeedAdj to try but I have not gotten advance x of z increase, when I start the routine starts but progress is very slow or very slow calculation one step per second and not as increase I get that speed only by modifying the routine changing the value f # 4 f50 for example, but I would like to change the speed of progress in macro tab.
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
10 Aug 2016 23:02 #78590
by andypugh
Have you changed the G-code routines to use G94 rather than G95?
Add a line [code]
(DEBUG, the feed rate is #4)
To the G-code just before the G95 F#4 command in the G-code and see what number is getting sent.
Note that TurnFeedAdj only allows you to increase the feed rate in the turning tab, not the facing etc ones. And you do need to increase the number in the tab too.
Fitting a spindle encoder is the best solution")
Replied by andypugh on topic Lathe Macros
I modified the numbers randomly TurnFeedAdj to try but I have not gotten advance x of z increase, when I start the routine starts but progress is very slow or very slow calculation one step per second
Have you changed the G-code routines to use G94 rather than G95?
Add a line [code]
(DEBUG, the feed rate is #4)
To the G-code just before the G95 F#4 command in the G-code and see what number is getting sent.
Note that TurnFeedAdj only allows you to increase the feed rate in the turning tab, not the facing etc ones. And you do need to increase the number in the tab too.
Fitting a spindle encoder is the best solution
Please Log in or Create an account to join the conversation.
- oscarconde6
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
11 Aug 2016 11:44 #78601
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
thanks, now I think I'll utilzar macros modificamdo forward speed in the file of the gcode routines as well as me okay, I put an encoder I'll put but do not know how, I have an encoder but do not have their characteristics , I have many years ago and lost the characteristics, I think it's 1024 and has 4 pins, two pins have to feed them with 5v but the other two do not know where to connect, I guess the parallel port anque I read that the port parallel speed limits me to 800 but my moment it so I eventually cambiare electronics and pondre better, now I'm trying to learn a bit of experience with LinuxCNC. have if I find any information to adapt the encoder 4-pin, and thanks again would not have achieved anything without your help. Thank you
Please Log in or Create an account to join the conversation.
- cncbasher
- Offline
- Moderator
-
Less
More
- Posts: 1021
- Thank you received: 202
11 Aug 2016 11:49 #78602
by cncbasher
Replied by cncbasher on topic Lathe Macros
you will need a encoder with A,B,I outputs , rather than just A,B which i think is what you will have .
perhaps it will help if you can post a picture of your encoder , with any details etc , and perhaps we can find the answers for you
perhaps it will help if you can post a picture of your encoder , with any details etc , and perhaps we can find the answers for you
Please Log in or Create an account to join the conversation.
- oscarconde6
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
11 Aug 2016 20:32 #78650
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
thanks for the quick reply, I opened another thread on another forum porte because this is for macros and so do not mix things up, I put some pictures of the encoder that I have to have you think. this is the thread,
forum.linuxcnc.org/forum/49-basic-config...encoder-installation
forum.linuxcnc.org/forum/49-basic-config...encoder-installation
Please Log in or Create an account to join the conversation.
- oscarconde6
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
11 Aug 2016 20:36 #78651
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
andy thanks, I'll try to be as well with him, another query, how could I use these macros in gmoocapy which lines would have to Andir and where if you can clear. thanks for everything
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 19861
- Thank you received: 4636
18 Aug 2016 15:36 #79011
by andypugh
Replied by andypugh on topic Lathe Macros
I haven't tried it, but the tab should embed in Gmoccapy too. It might need to be resized.
Please Log in or Create an account to join the conversation.
- oscarconde6
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
25 Aug 2016 12:27 #79411
by oscarconde6
Replied by oscarconde6 on topic Lathe Macros
thank you very much, and have it running macros to perfection thanks to you I am very happy, now I'll go about improving my linucnc may learn more than I see it's a little hard for me but all can help, thanks again.
Please Log in or Create an account to join the conversation.
Time to create page: 0.201 seconds