Lathe Macros
- RotarySMP
-

- Offline
- Platinum Member
-

- Posts: 1635
- Thank you received: 595
I see that the threading page only has inputs for pitch and OD. Does this mean that it does all the calculations for metric and unified threads automatically? I just cut a test M5x0.8STI (the Helicoil tap for M5), which has these dimensions:
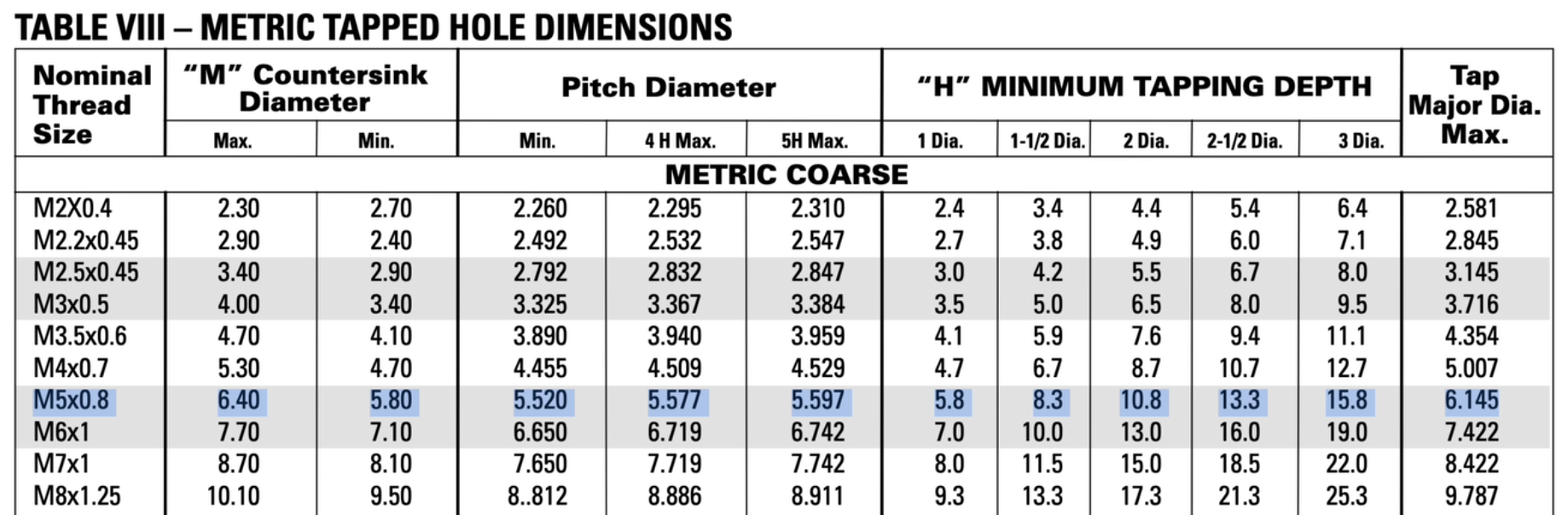
Setting 6.145mm OD in your macro, it first did a turning pass at about 6.05mm, before turning the thread. Does that mean you are expecting the nominal diameter to be given, and are turning off the H/8 thread tip on that pass?
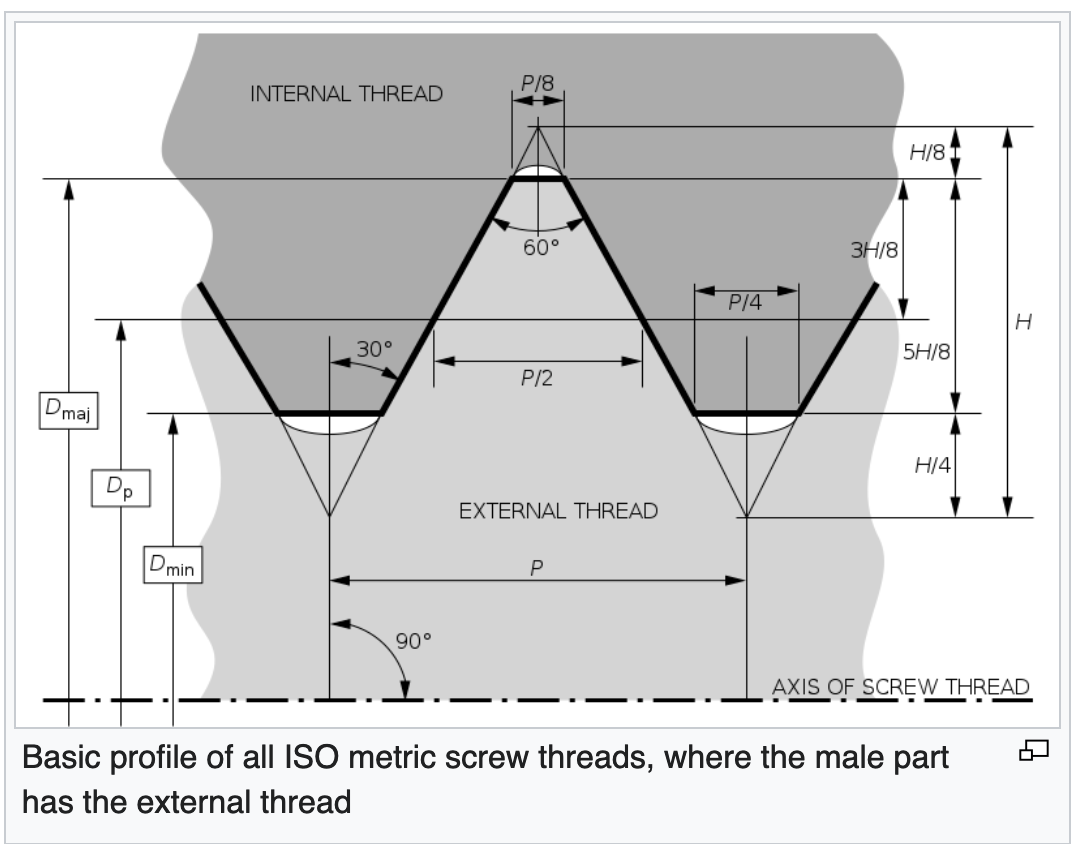
Since the Heilcoil manual gives a dimension for the taps major diameter, rather than a nominal diameter, do you think I should be inputting 6.145 + (6.145-6.05) = 6.24mm into the lathe macro as my nominal diameter, so that macro can remove the H/8 again?
Cheers, Mark
Attachments:
Please Log in or Create an account to join the conversation.
- andypugh
-
 Topic Author
Topic Author
- Away
- Moderator
-

- Posts: 19888
- Thank you received: 4645
I see that the threading page only has inputs for pitch and OD. Does this mean that it does all the calculations for metric and unified threads automatically?
Yes. It's a bit out for Whitworth or BA because of that.
Note that the number entry box will let you type (for example) 11 then tpi-pitch then in-mm to program an 11tpi thread.
Setting 6.145mm OD in your macro, it first did a turning pass at about 6.05mm, before turning the thread. Does that mean you are expecting the nominal diameter to be given, and are turning off the H/8 thread tip on that pass?
Yes, exactly that.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
- Offline
- Platinum Member
-
- Posts: 1635
- Thank you received: 595
")
Okay, for 0.8mm pitch, I'll need to add 2x H/8 to the Dmaj, to get the nominal which your macro starts with. So my DMaj of 6.145mm will be Nominal of 6.284mm given a tool with no radius.
Please Log in or Create an account to join the conversation.
- endian
-

- Offline
- Platinum Member
-
- Posts: 338
- Thank you received: 133
thanks a lot for your job. It will make our life better and easier with this macro page. It is really nice stuff!
I want to aske, if there missing drilling and grooving page in V2 macros which I downloaded from AndysGit , is possible to implement to V2 running on v2.8 or move to v2.9?
Regards Slav
Please Log in or Create an account to join the conversation.
- wjs55
- Offline
- New Member
-

- Posts: 2
- Thank you received: 0
I have a Mini-Lathe converted to CNC and would like to use the Lathe Macros provided Andy Pugh ( @Andy: Thanks a lot for that ).
To become familiar with the macros I used the SIM lathe example configuration in order to not destroy anything, if have some false understanding of how to use it.
For testing I enabled the start button in lathemacro.ui file and tried the turning cycle.
I didn't get the tool path which I would have expected and saw, that in the debug messages the start diameter and the start length
were not the values I had jogged to before starting the cycle.
It took me some time to find out that the lathe example configuration has TOOL_CHANGE_POSITION = 2 0 1 ( these are probably inch values, but I use mm ) defined in the INI file and the M6 command in the turning.ngc changes my previously set X and Z coordinates to the tool change position.
As soon as I removed the TOOL_CHANGE_POSITION from the INI, it works as expected.
If the reading of #<_x> and #<_z> would be done before the M6 command the definition of the TOOL_CHANGE_POSITION wouldn't matter.
Used version of LinuxCNC is 2.8.4.
The version of the Lathe Macros was downloaded from github.com/andypugh/LatheMacros/archive/refs/tags/v2.0.tar.gz
I'm not sure if I downloaded the correct version and may be I'm describing a behavior that might have already been fixed.
Best regards
Werner
Please Log in or Create an account to join the conversation.
- andypugh
-
Topic Author
- Away
- Moderator
-
- Posts: 19888
- Thank you received: 4645
(and don't have a tool change position set either)
What you say makes sense. I don't suppose you feel like making the change and submitting a pull-request on Github? (only if you are already set up for that, I am not suggesting that you go creating accounts and installing git etc )
Please Log in or Create an account to join the conversation.
- wjs55
- Offline
- New Member
-
- Posts: 2
- Thank you received: 0
On the real machine I have currently also no TOOL_CHANGE_POSITION entry in the INI, but maybe in the future.
One additional note: In my tests the behavior is the same regardless if the tool is already set or has to be changed. The M6 moves always to the tool change position if TOOL_CHANGE_POSITION is defined.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
- Offline
- Platinum Member
-
- Posts: 1635
- Thank you received: 595
Really enjoying these macros.
I tried inputing "11tpi" and "5/8in" but it wouldn't take them. Was this only added in V3?
Does your threading macro calculate and expect the correct nose radius? I am using generic inserts with nearly no nose radius, (I know, weaker threads, but I am not making anything with a critical strength requirement) so the macro is cutting the threads less deep than necessary to get the nut on. I am compensating by tweaking the OD in smaller, which also chops off more of the thread tips.
Also, it appears that the speed select field restricts to some logical Vs cutting speeds (like max 250m/min), which is fine for all the other macros which use G96, but the threading is performed in G97. So this restricts rpm to 250rpm, with a really slow first pass, as it cuts the thread tip off at aG95 feed/rev.
Cheers,
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
- Offline
- Platinum Member
-
- Posts: 1635
- Thank you received: 595
Have you ever had the lathe macros cut an unwanted taper? This shows the behaviour I saw tonight...small taper during most of the cuts, and then a big taper on the last pass.
I need to correct my UI file to with the last correction you uploaded, but any ideas what I am doing wrong to cause that taper?
Cheers,
Mark
Please Log in or Create an account to join the conversation.
- spumco
- Offline
- Platinum Member
-
- Posts: 2126
- Thank you received: 882
I've no idea why it's cutting a taper, but I watched the X move the whole time. Even in the first two passes (air cut and next), the X was moving just a bit when it should have been a steady value. Last pass the taper was significantly steeper (as you obviously commented on). At first I thought is was a finish chamfer that had gone wrong, but since it's doing it on all passes it looks more sinister.
Is the "2.00" value in the macro window the intended depth of cut?
Please Log in or Create an account to join the conversation.